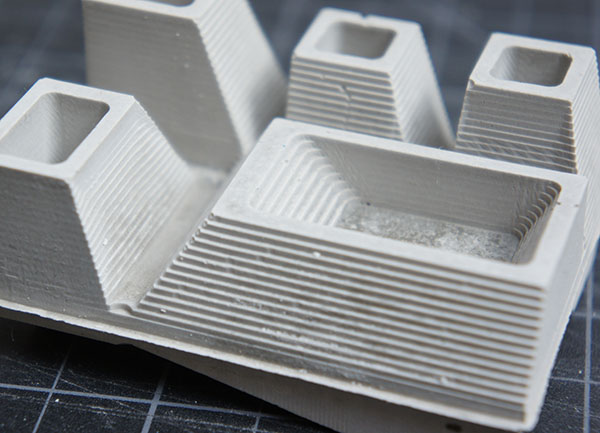
The grooves that are made by the cnc machine. Here is a picture of a rough pass using a square end cutting bit on some plastic.
Once the machine cuts out the majority of the reflectors inner dimensions using a square end bit it then does a slower, more precise pass to smooth out the steps. The final pass should be with a ball nose cutting tip with a large radius cutting surface to get a really smooth finish.
I was thinking they did the final pass with a square end bit instead of a ball nose bit.
Yeah, I see what you are talking about. They significantly improved it for the V2 version to the point you really have to look to see the machine marks.
The other factor is feedrate. Slower feedrates would improve the finish but also increase the costs. At this point we are splitting hairs over a few percent of throw that no one will be able to notice anyways. I mean who can really see the different between 1.3 miles of throw and 1.34 miles? lol
So there comes a point where you have to make the tradeoff between quality and cost. In this case I think we have come out way ahead on the deal considering the cost of the light.
It is not official yet but with a few minor tweaks I see no reason it could not be approved in short order.
The firmware is the only big thing that has to be figured out. I am going to flash a new firmware on it when I get home and see if that was the problem.
Did the BLF user that hand polished his reflector then send it back out to be recoated?
If not, then that is why he lost output. Nothing to do with surface smoothness. You can’t confuse the 2. You need smoothness and a proper finish such as plasma vapor deposition or equivalent.
Surely the reflector is being turned, not milled, no? Even with a ball end mill, milling would require a huge number of steps to get anywhere close to a smooth surface. If it’s turned, the surface finish will depend more on spindle speed and tool feed rate.
A CNC lathe will still approximate the curve with a series of steps in the radial and axial directions, but the machine resolution should be more than enough so that the steps aren’t visible.
Slowing the feed rate more then they have now would start increasing the price with very little to any tangible benefit. So we have struck a good balance at this point of performance and cost. Besides the specs I am very happy with the results.
Even the specs would not technically hurt performance as they are so relatively small but cosmetically they don’t look good.
In fact, the difference is not perceptible. Then I wonder if the throw of this torch will be distinguishable from that of the TN42vn with throw of 1940m.
What exactly is the TN42vn that can do 1940 meters, or in kcd: 943 kcd? Is it still using a XHP35 HI or a dedomed XP-G2 or something else? I sure would rather have 1300 kcd over 943 kcd any day.
1300 kcd = 2280 meters (1.4 miles)
943 kcd = 1940 meters (1.2 miles)
In this case, a 38% bump up in kcd produces a 17.5% bump in distance.
Ohh, ok. The TN42vn that can do 940 kcd is a dedomed XP-G2: (i.e.: pencil beam), hotel room window vs. the entire hotel at a distance, as a rough difference.