I ignored some things I could have, maybe should have, done today and used an hour or two working on this. 


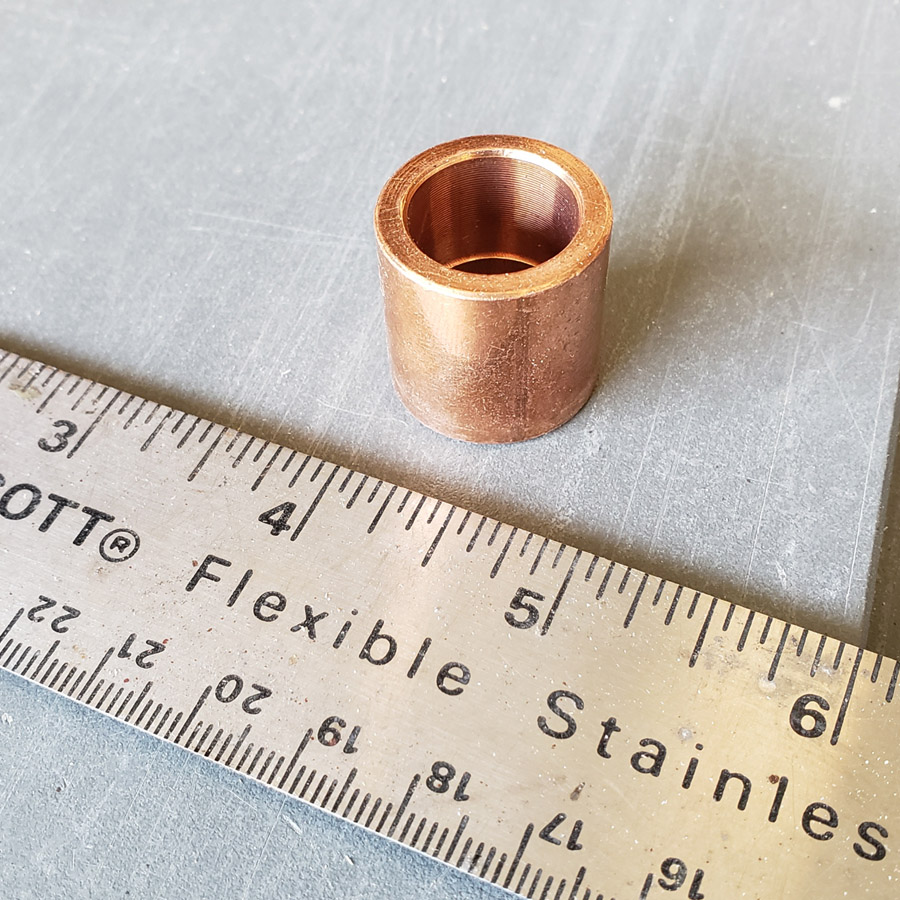
Okay, when I made the previous piece, a pill-like thing, I made 2 different depths to the shelf, one on each end. I decided which end was best suited to the task. I wanted to cut or grind the other end down to remove the ringed shelf inorder to have more contact area between that side and the copper disc it would be mounted on.
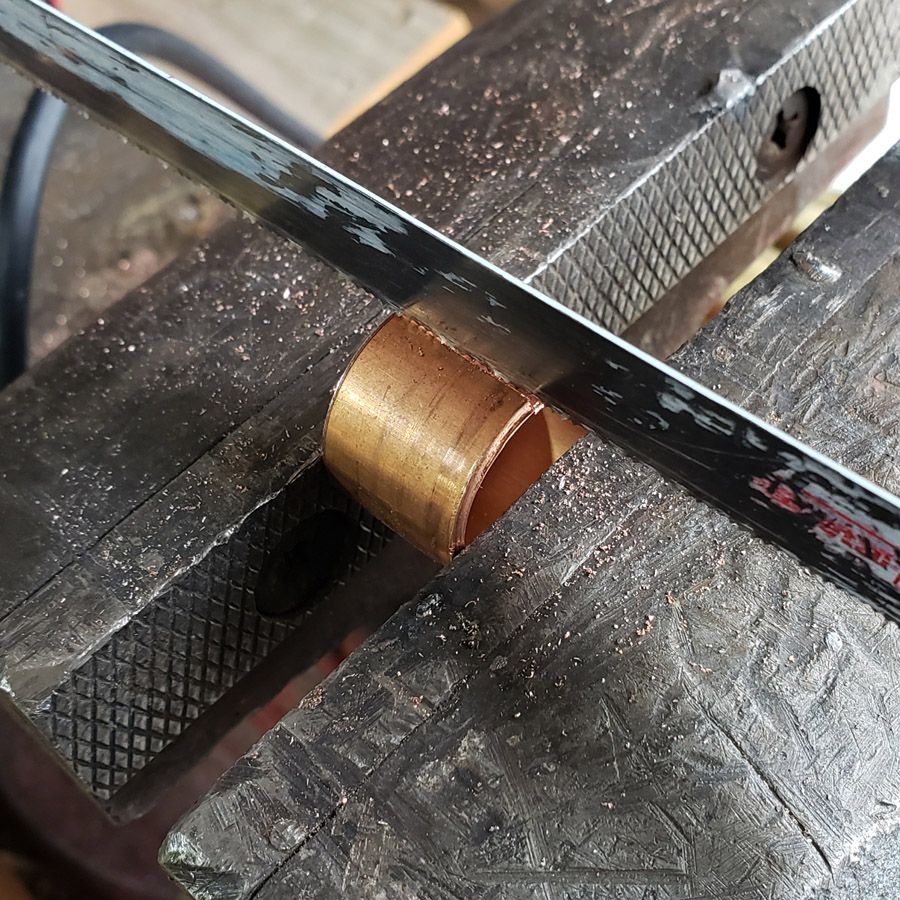
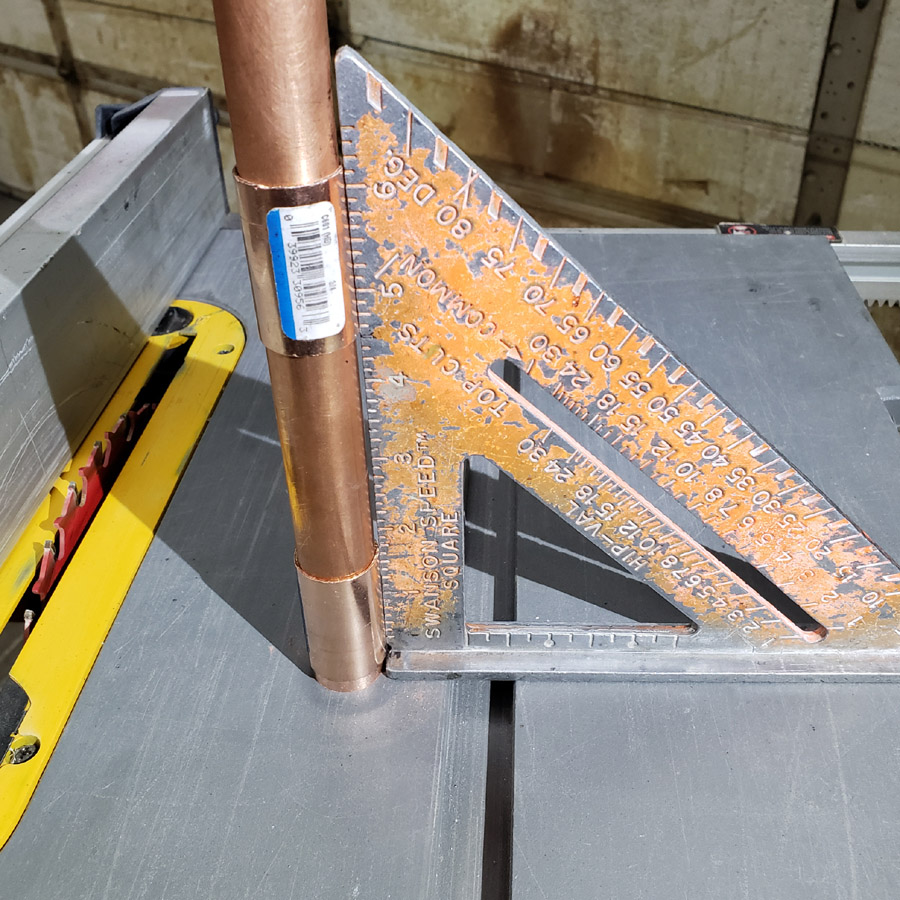
There was not sufficient material to be able to use the tubing cutter. Cutting off with a manual hacksaw never results in a 90 degree cut. Trying to use the chop saw was too dangerous on a small piece. So, I opted to grind and sand it down. The preliminary rough material removal was done on the belt sander (180 grit), hand held and eyeballed. I then squared up the disc sander table and miter gauge (cheap thing that it is) as best as I could using a metal square that has proven to be accurate. The picture below helps explain my process. The “pill” is slipped inside the copper coupler fitting closest to the sanding disc. The length of 3/4 copper inside that coupler is pressed against the “pill” to press it against the sanding disc. The second coupler is there to keep the pipe assembly parallel to the table and miter surfaces.
Rotating the copper tube while moving the assembly forward to lightly touch the rotating disc (220 grit) slowly removes material. Only allowing the copper to touch the disc whie the copper is being rotated allows a near perfect 90 degree end to be sanded to the copper pipe end. That is my theory anyhow. If anyone has a better idea I would love to hear about it. Short of chucking in a lathe, of course.

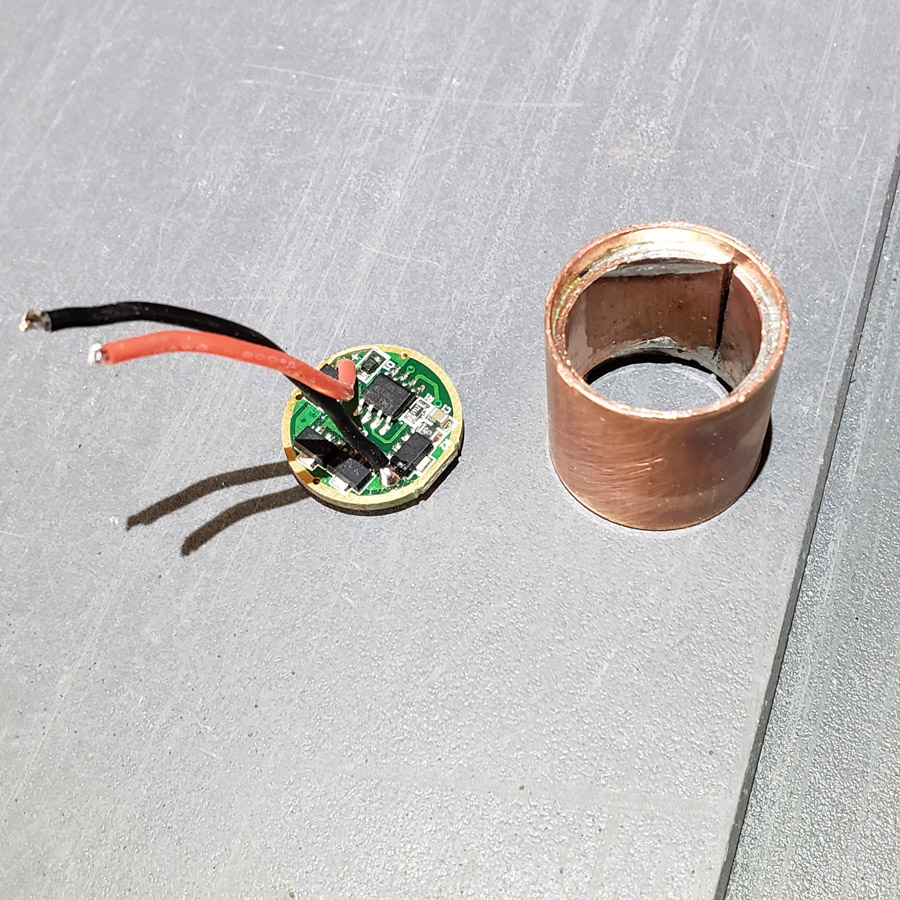
The end appears to be reasonably square…
There is a slight gap between the collar insert and the pipe, but the inserted part is well soldered as trying to pry with a small screwdriver blade resulted in no movement.

Next we see a 1-1/2” copper disc. Old Lumens used to buy copper from Bopper Metals and so do I. That is 14 gauge, about 0.085”. The yellow plastic thing is a center finder. I thought I would show it just in case some viewer is not familiar with one. The work piece that you need to find a center on, is held in the vee and a line scribed. Rotate the work 60 degrees or so and scribe again. Repeat. There should be 3 lines that intersect at a single point. If not, try again. Maybe the work is not a perfect circle or something went wrong holding the material in place.

If you look carefully the three intersecting lines can be seen.

I did pretty good marking the center point with a very pointy awl.

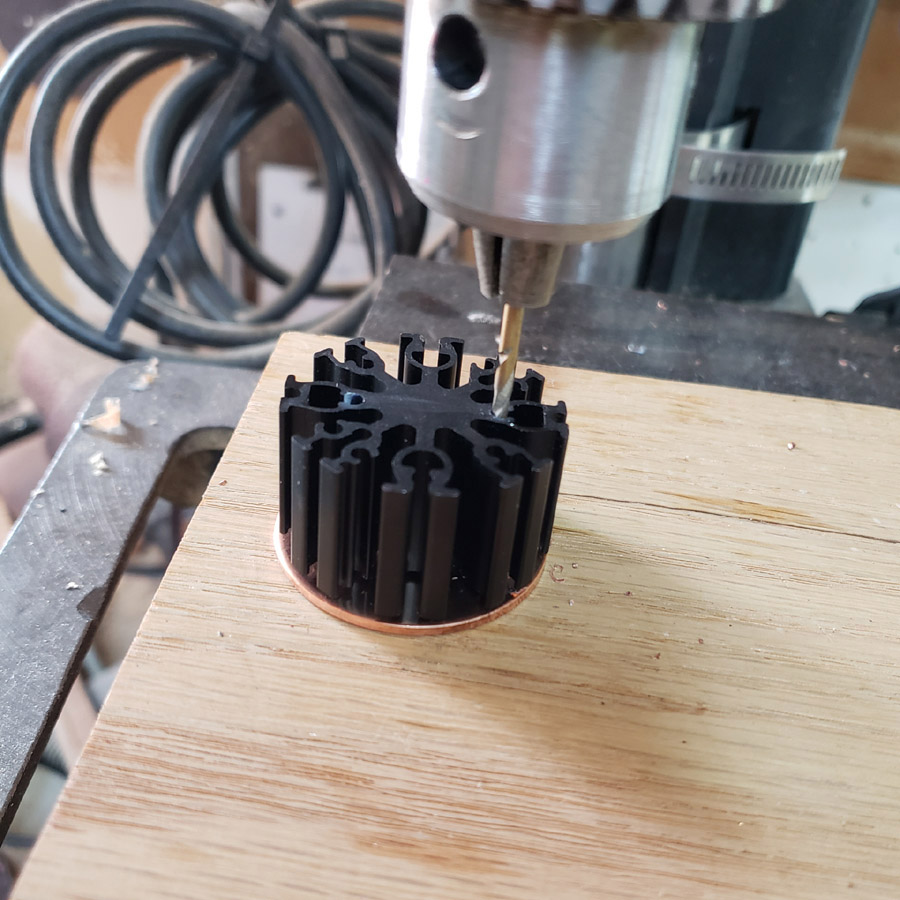
I then drilled a hole in the center. Sorry, but I missed taking a photo of that. You will see the hole later.
A marking gauge was used for the next step Here’s a photo of the tool…
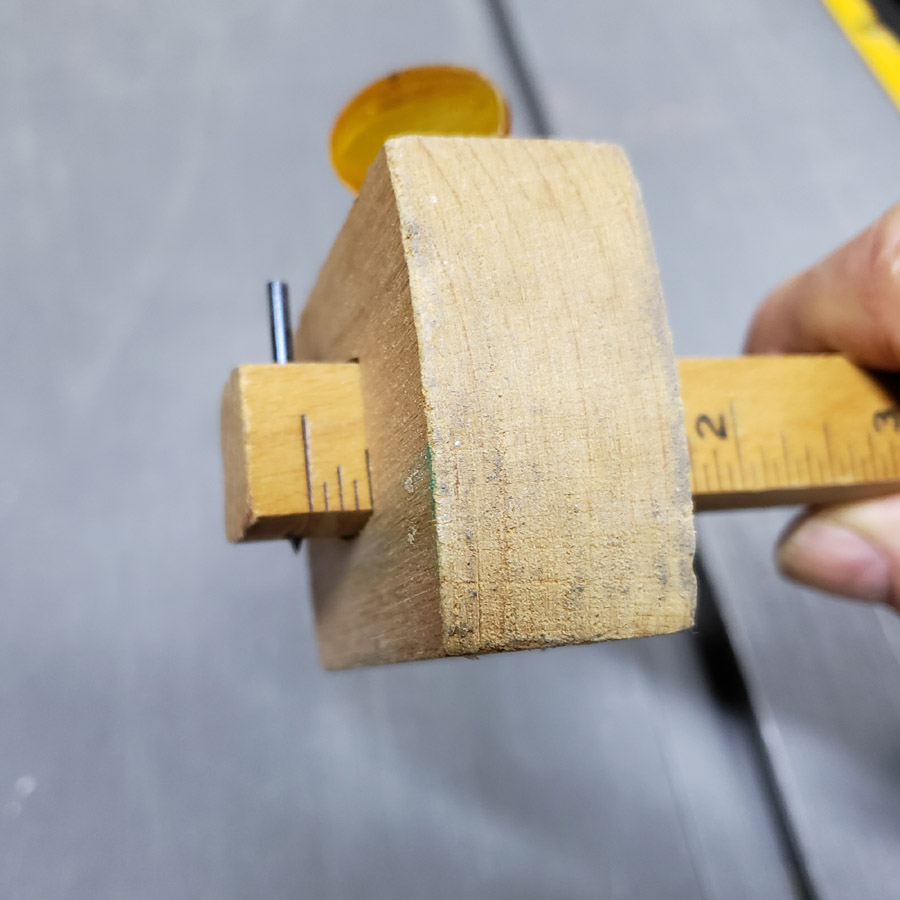
The pin is steel and is ground to a chisel edge. The block slides on the shaft and is locked in place with a set screw. It is usually used to make a line parallel to a straight edge on a board. I used it in a circular fashion.
The “pill” is to be silver soldered to the center of the copper disc. One method to center it would have been to drill a large hole, just lage enough to fit the “pill” into, but I do not have a large bit the right size. I calculated how much rim there should be all around the “pill”, set the marking gauge to that and scribed a series of short lines around the circumference of the ciopper disc.
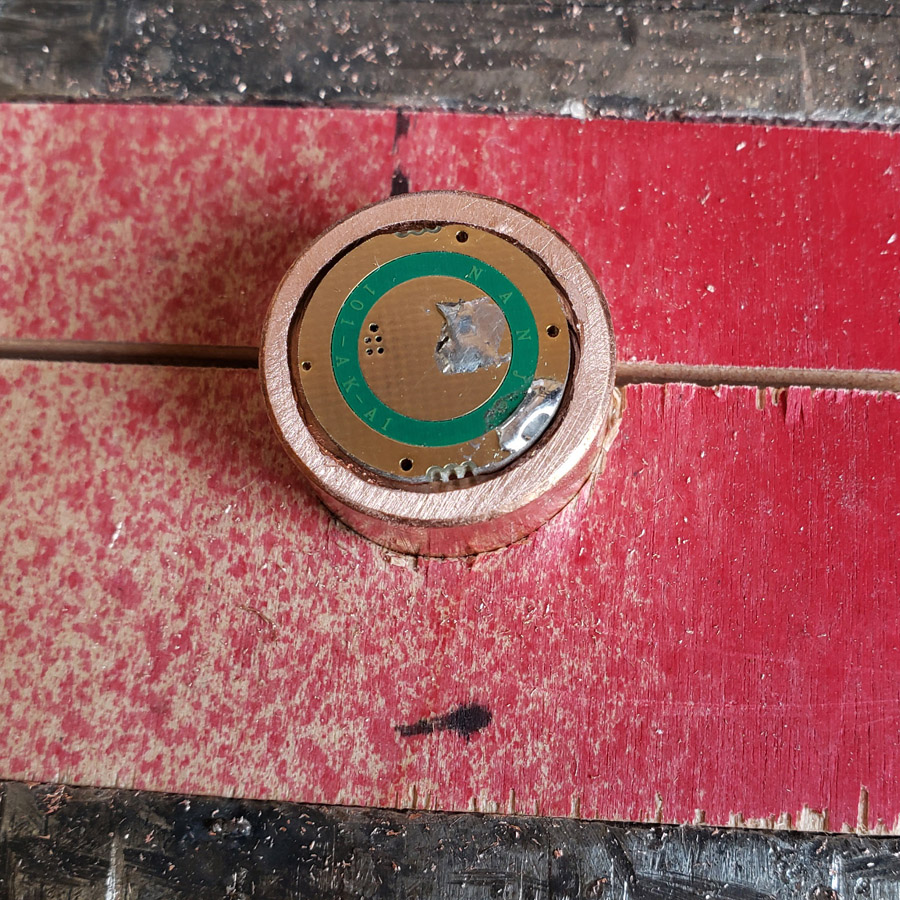
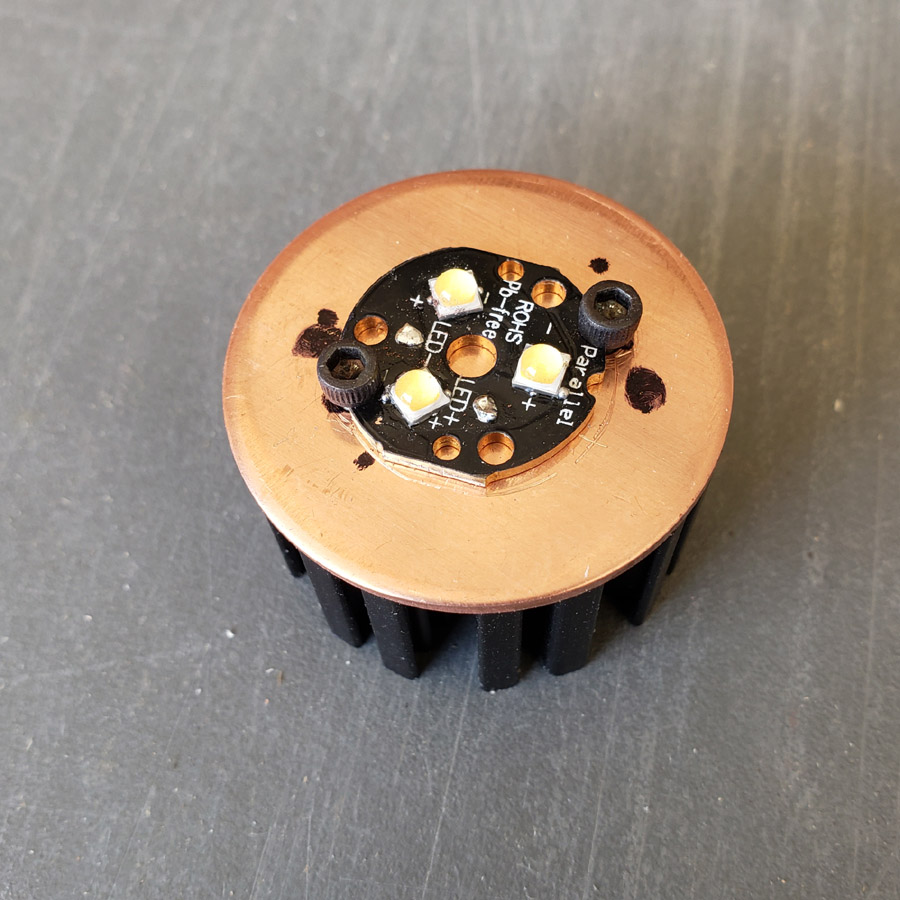
I forgot to photograph that at the moment I did it. When I realized my error I scribed the reverse side of the copleted assembly to illustrate the scribes. The drilled hole is also seen. It is needed to pass some wiring through.

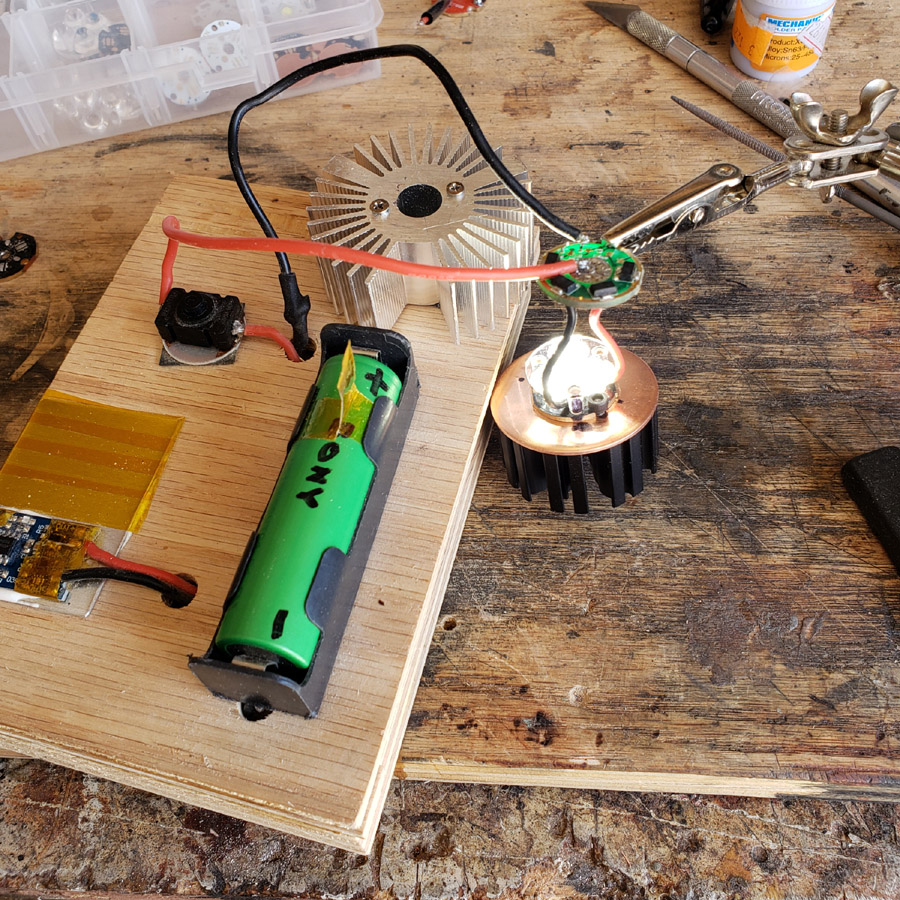
Next a real challenge. The “pill” is to be soldered to the disc, centered as accurately as possible. When the parts are fluxed and heated the too parts can easily slide out of placement. Touching the loose part with solder wire can also shift the alignment. I decided to try clamping with a steel C-clamp. I thought my torch could put heat into the parts faster than it would dissipate. I hoped so at least. Here is the clamped setup with the clamp held in the vice. Flux has been applied.

The torch heated fast enough to melt the solder nicely. I cut small pieces of the solder wire (1/8” long maximum) and positioned several around the joint. I placed 6 such pieces of solder and neglected to take a photo before heat was applied. Here is the soldering taking place…

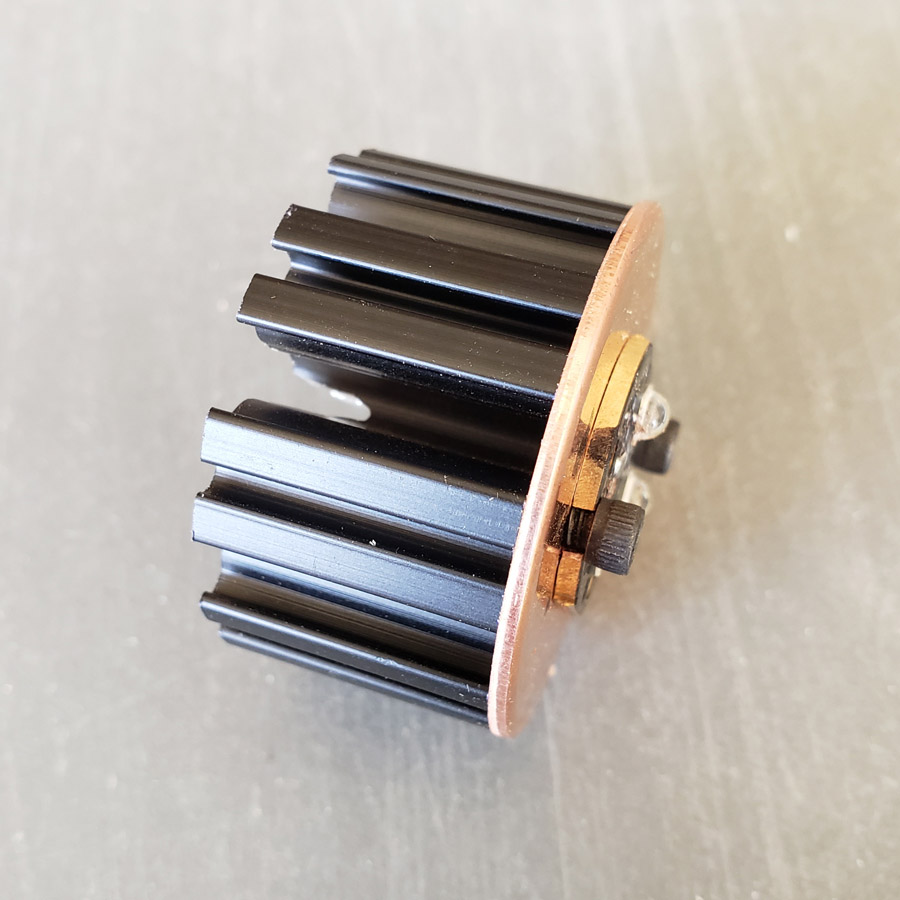
…waiting for the parts to cool off… the soldered joint appears to be solid.

Here it is after being washed of the flux residue. Note the solder that has wicked under the edge of the pill on the inside. That wis from molten solder being drawn into joint by capillary action. No solder was applied directly to the inside of the pill-disc joint.

I am happy with how that worked out.