So, this afternoon saw more progress as well as a setback.
I need to finish off the head assembly. The components are mostly completed or very close, but there needs to be some fasteners installed and places for the fasteners made.
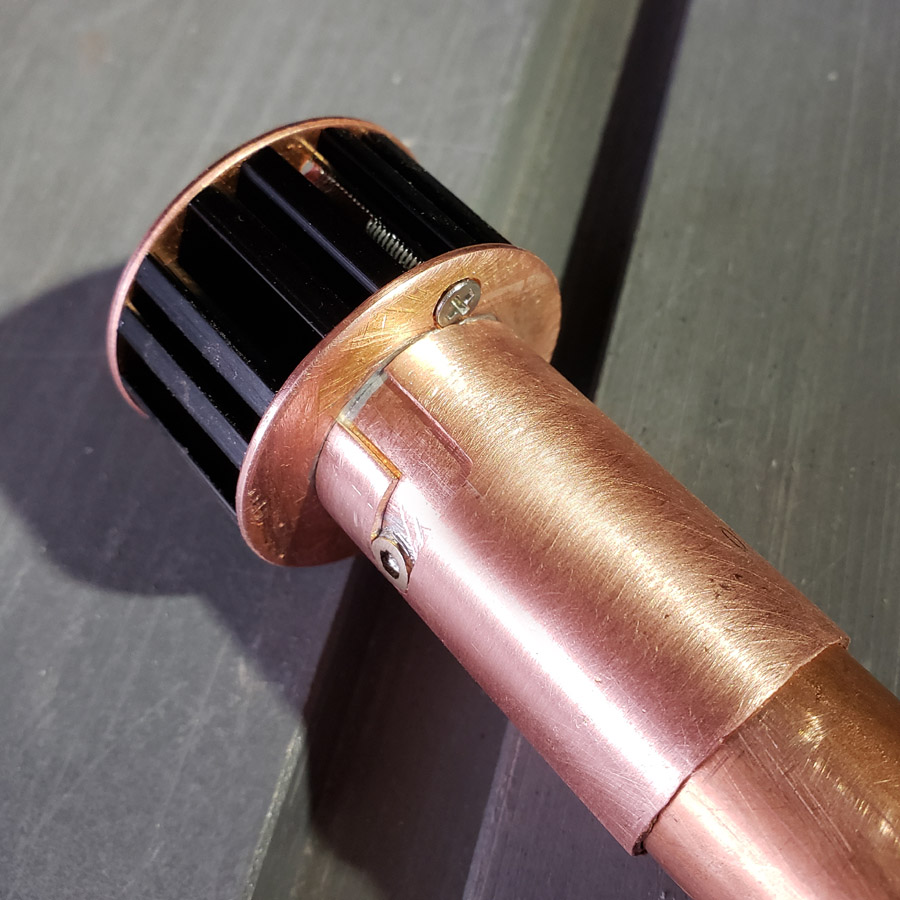
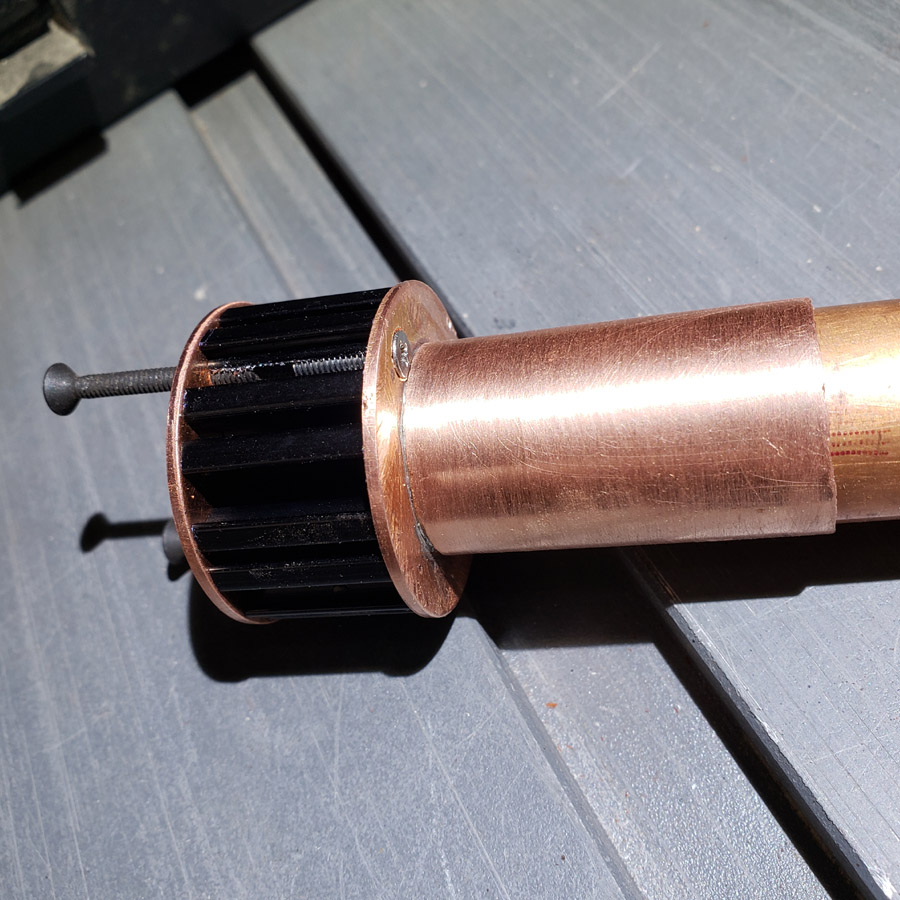
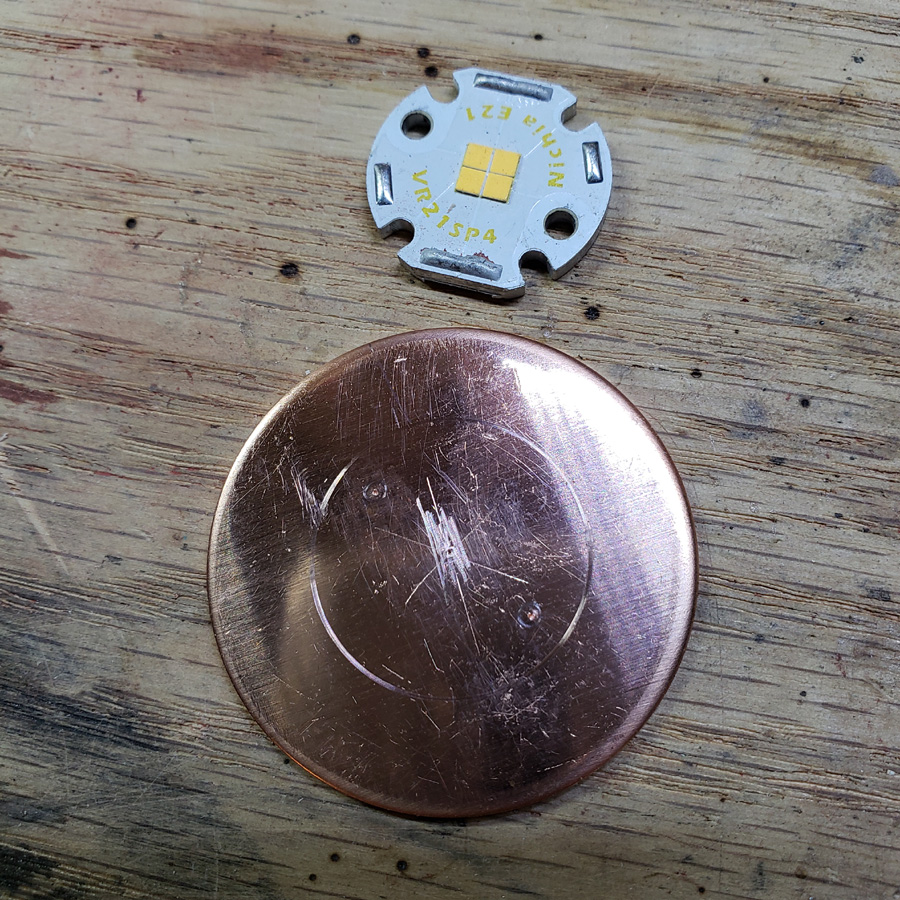
Using the heat sink once again as a pattern, bolted to the front (mcpcb) copper disc I drilled two holes through the copper disc. First I drilled dimples using the heatsink as a guide. Then removed disc and drilled a larger hole through the copper disc. Those extruded mount positions in the heatsink are meant to be used with metric M3 screws. A US 4-40 machine screw will also fit though a bit tight. Therefore when I plan on using a 4-40 machine screw in any of these holes I run a 4-40 hand tap through it. The tap caus easily and the open side to the extruded hole is perfect for the debris to exit this is one place tapping can be done without lubricant.
So, drill / mark the hole position…

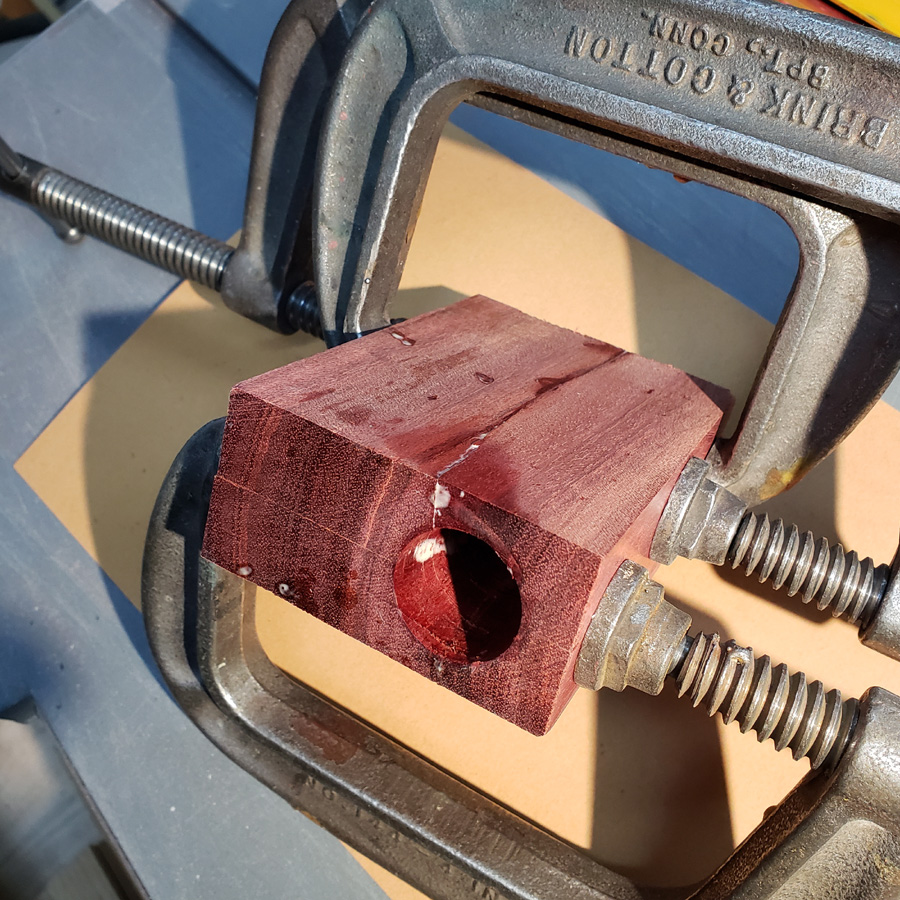
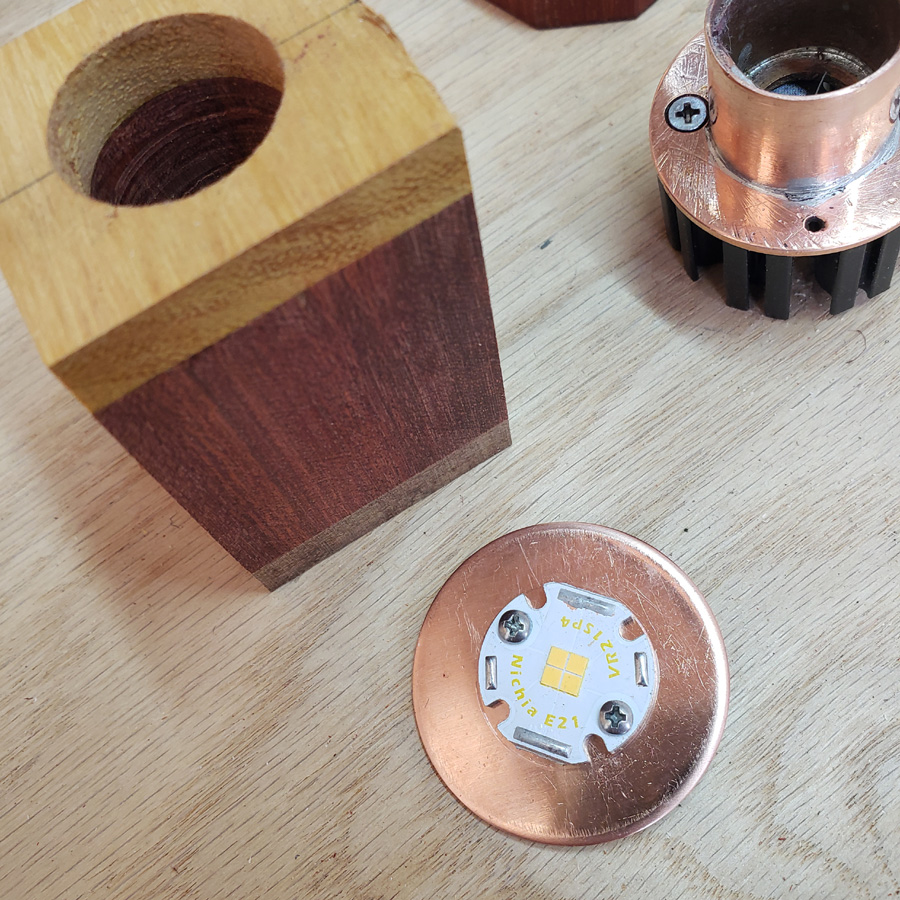
The support block with recess to clear the test mcpcb…
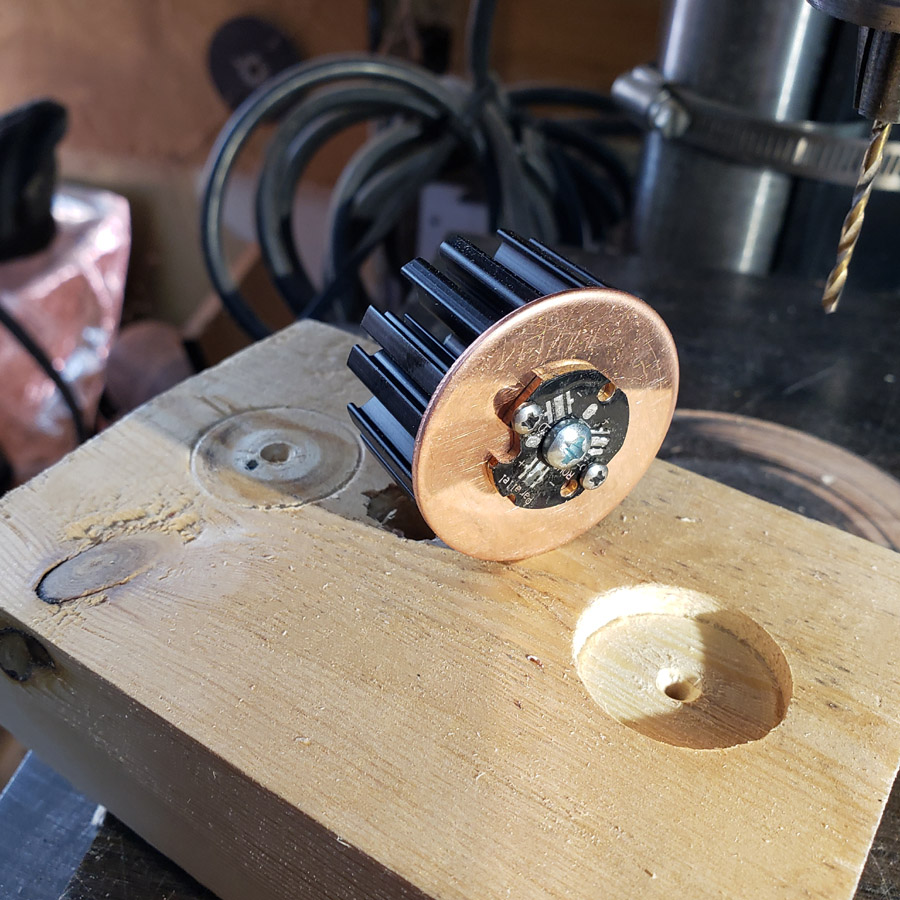
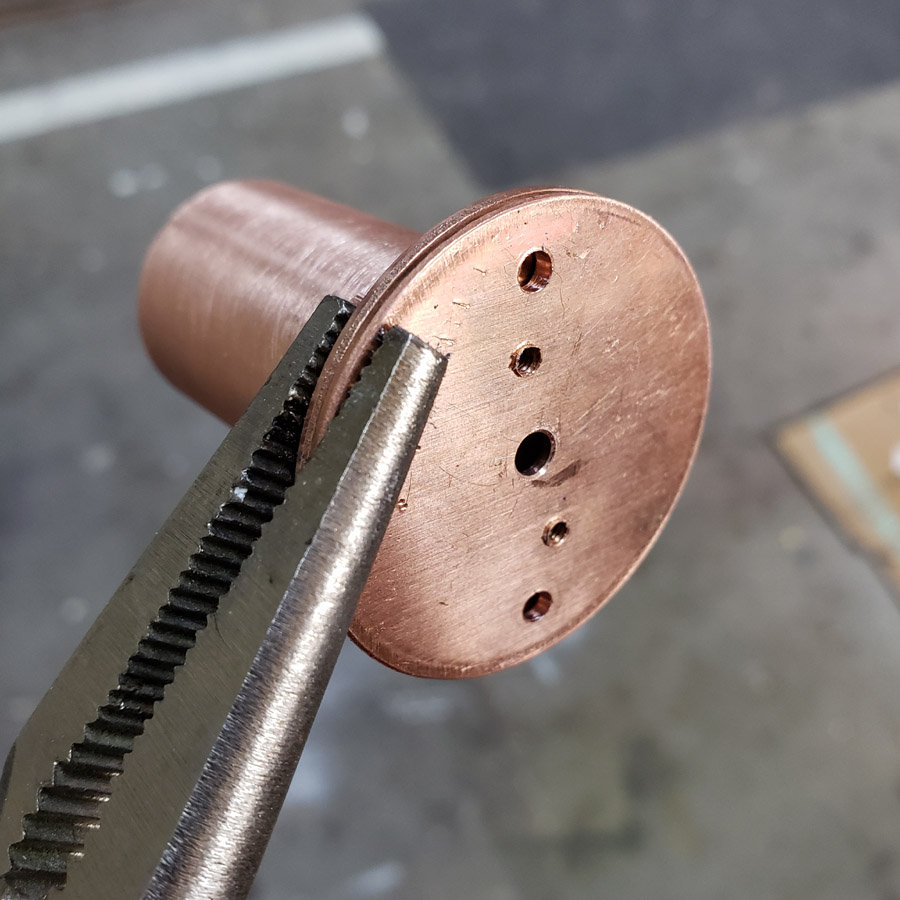
Drilling holes through the copper with small vice grips clamp…

Running the hand tap…

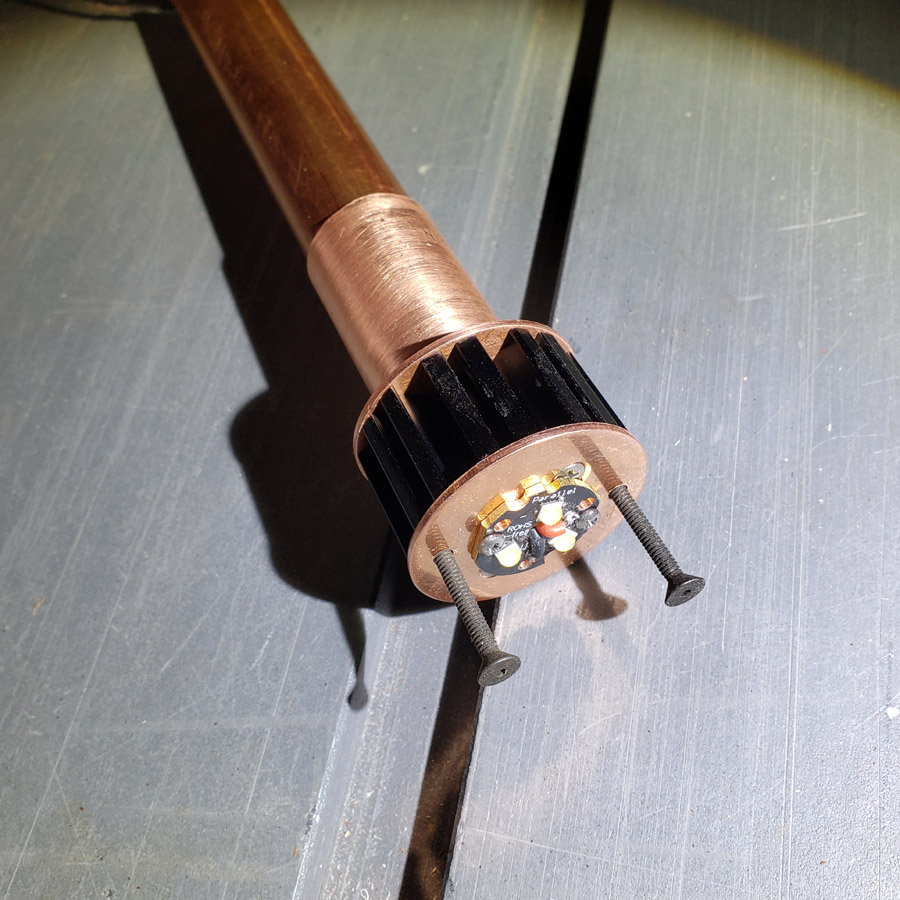
With the front disc drilled I use that as a pattern to drill holes in the rear disc.
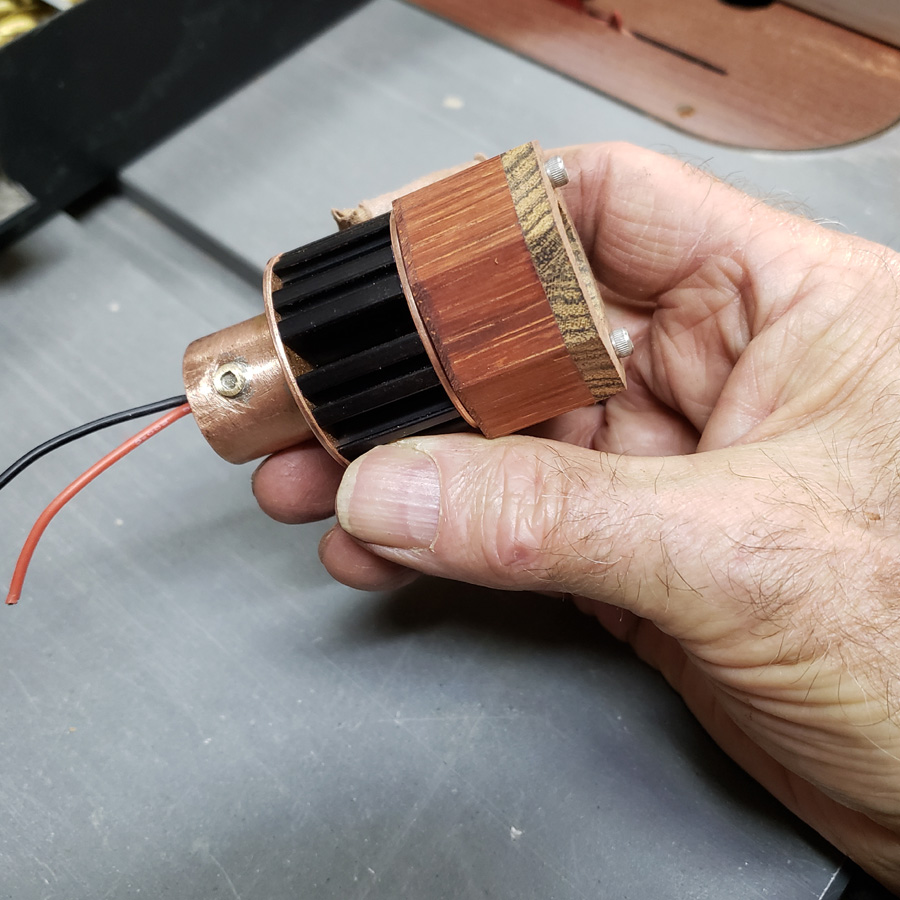
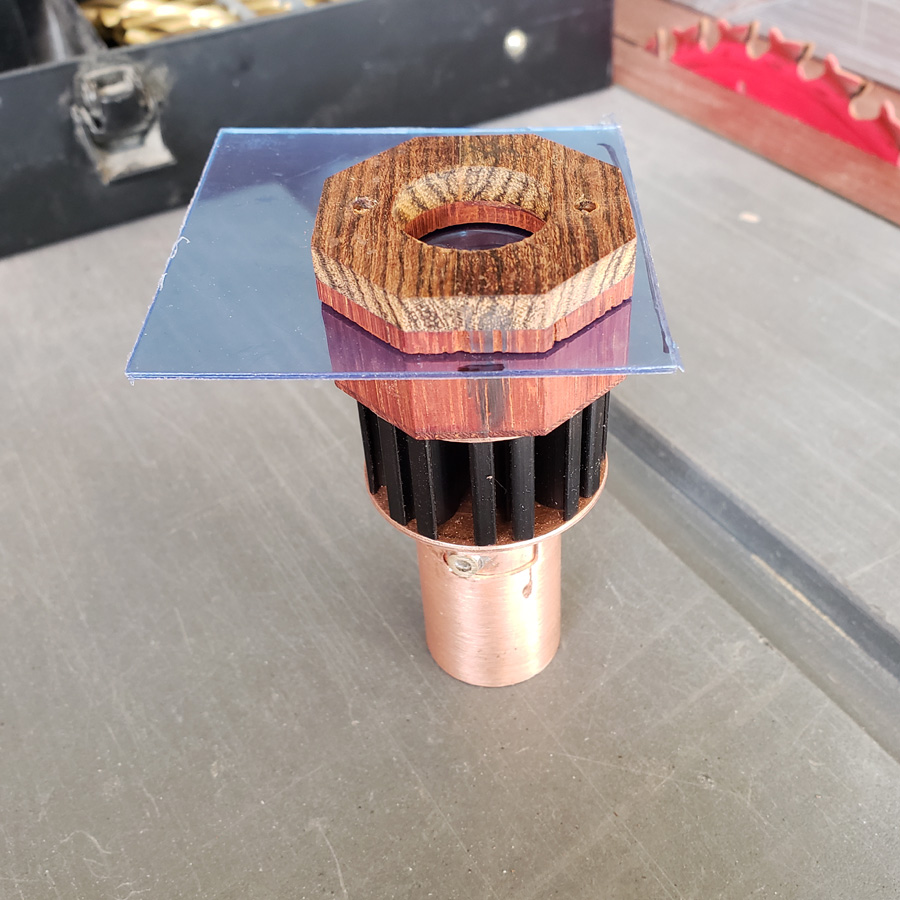
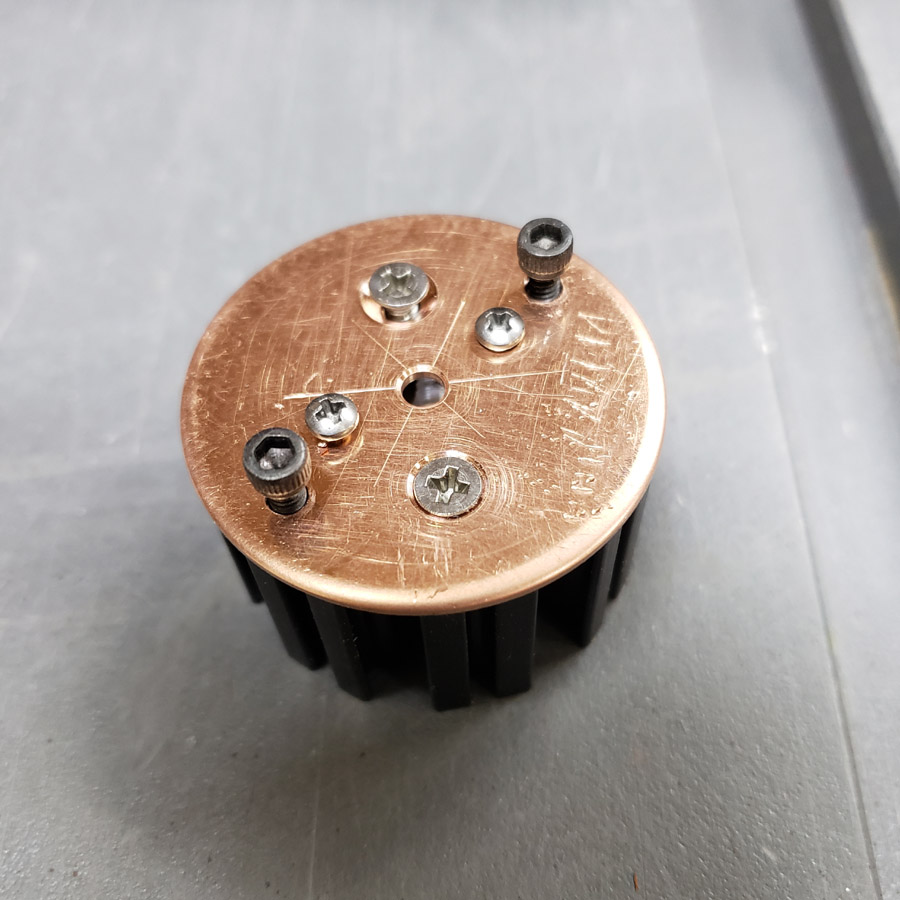
The front disc looks kind of busy, but there is a purpose for each pair of machine screws…
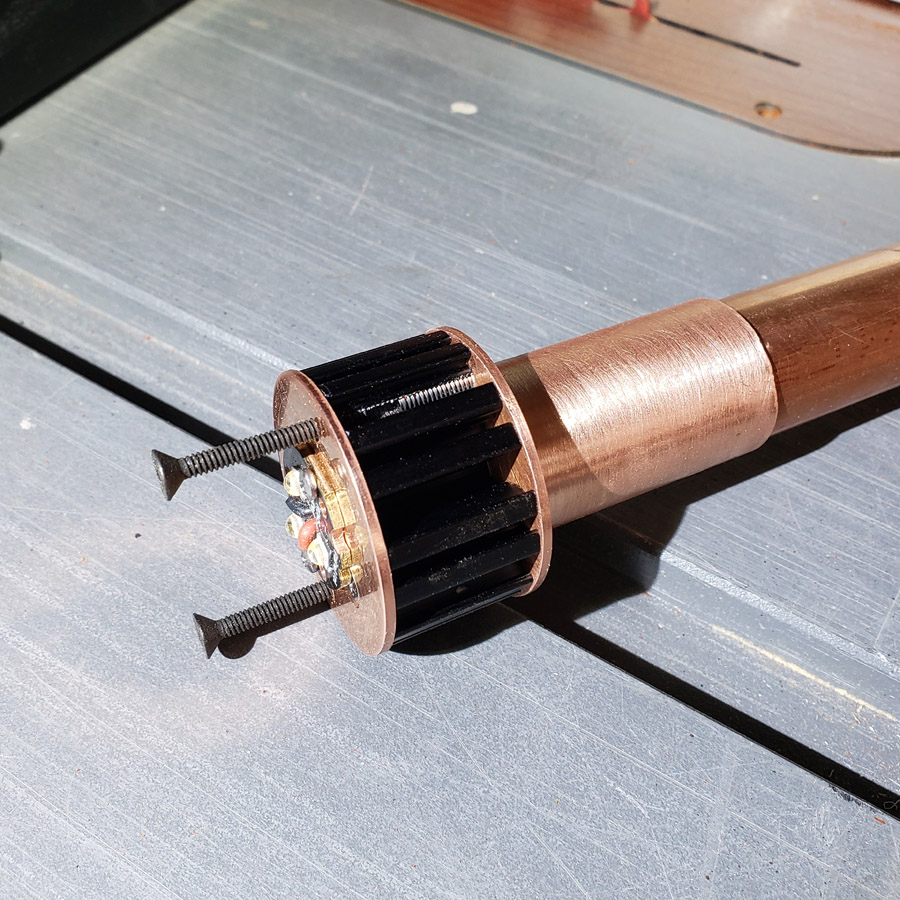
More drillling parts. Again using one part set as a pattern to locate holes in another part. CNC machining would eliminate much of this work…

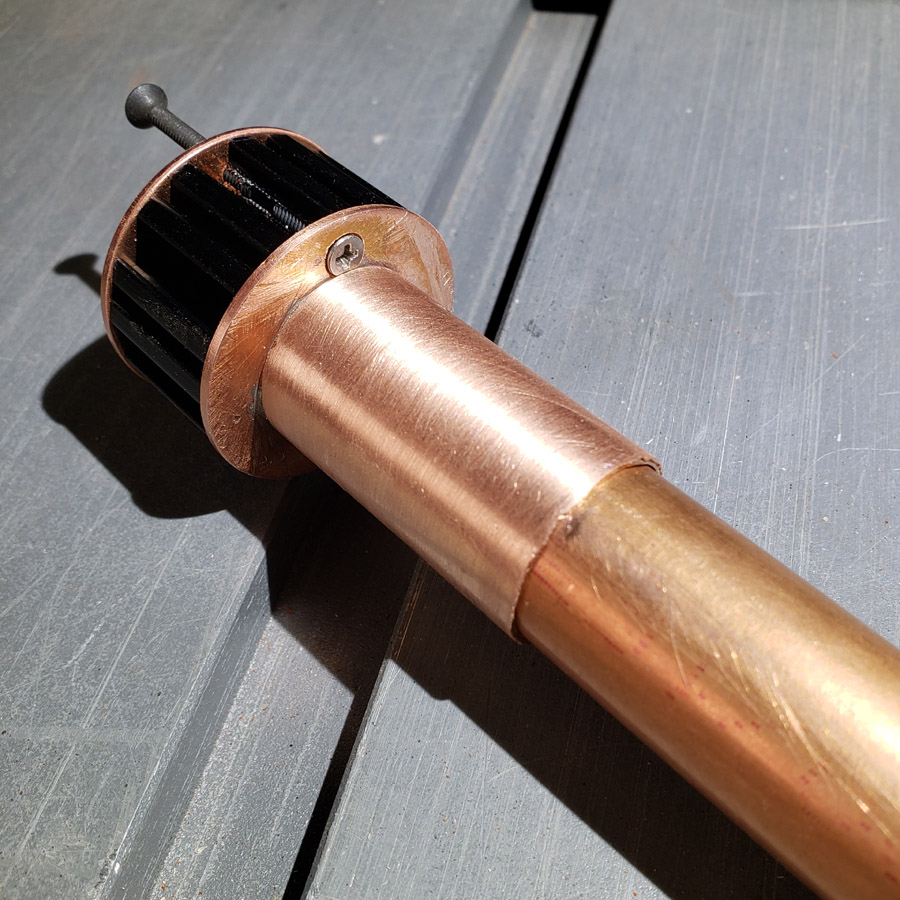
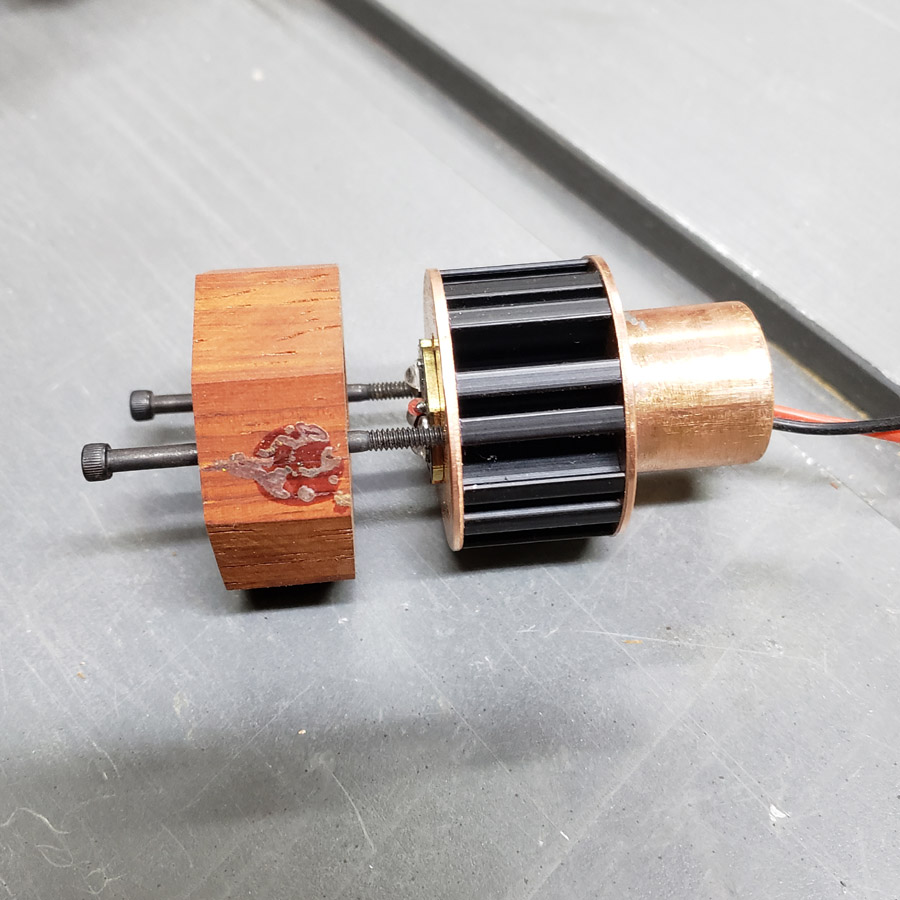
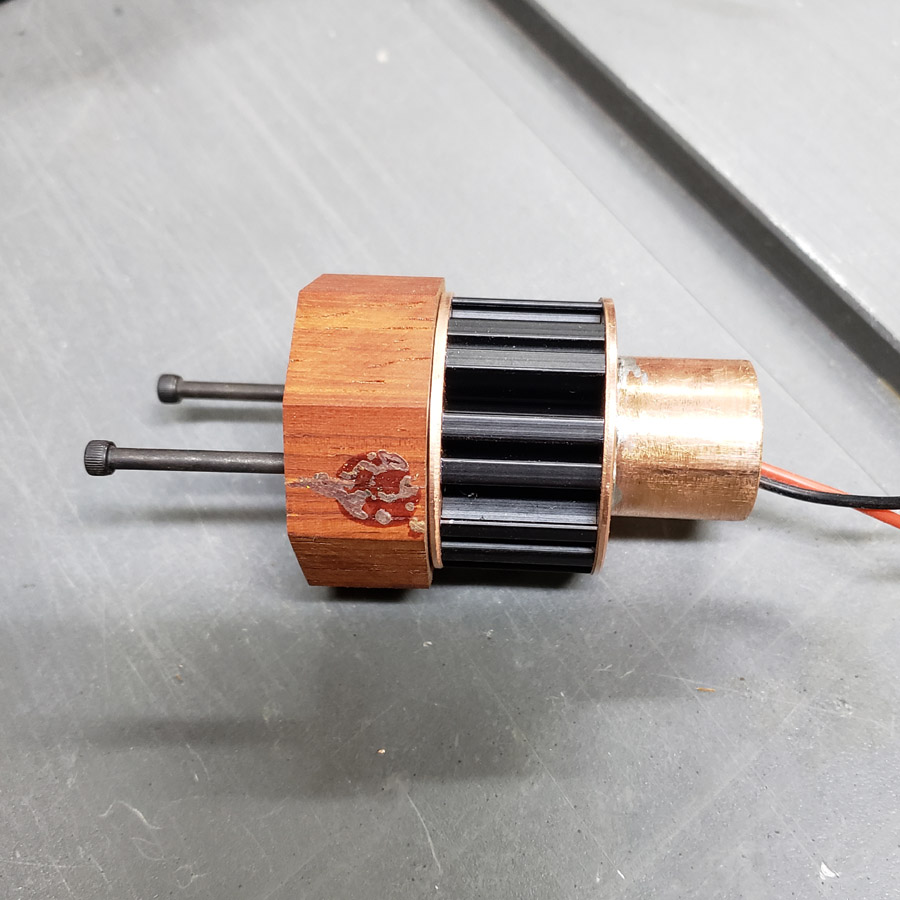
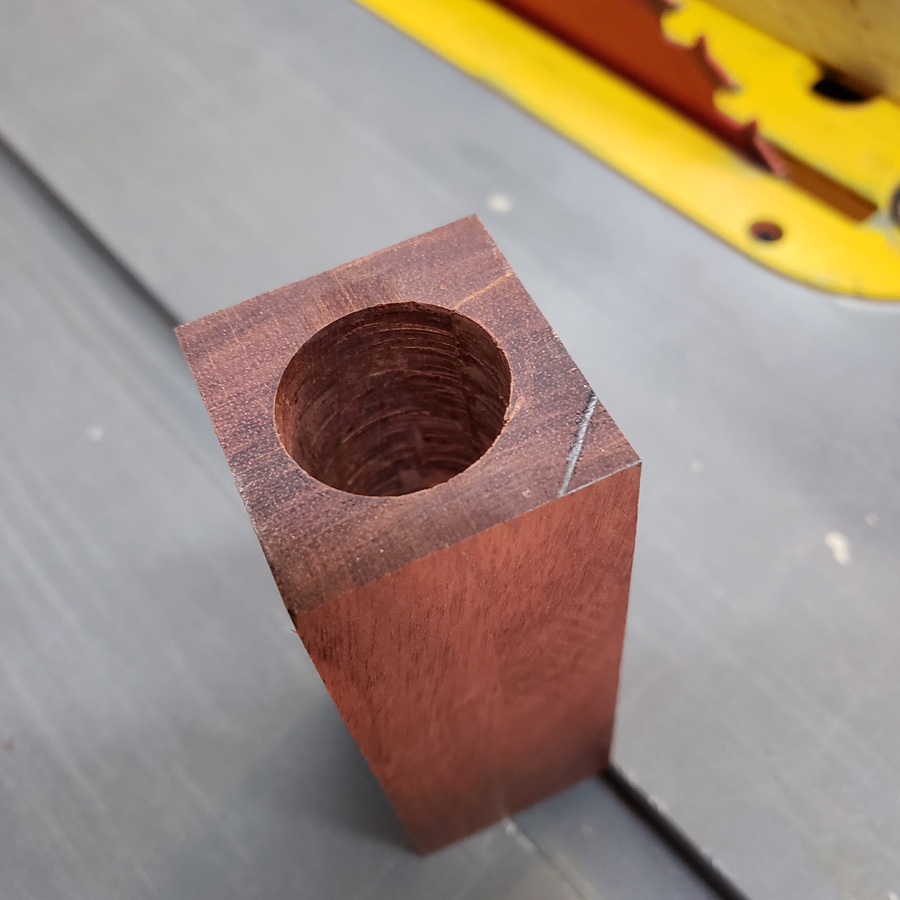
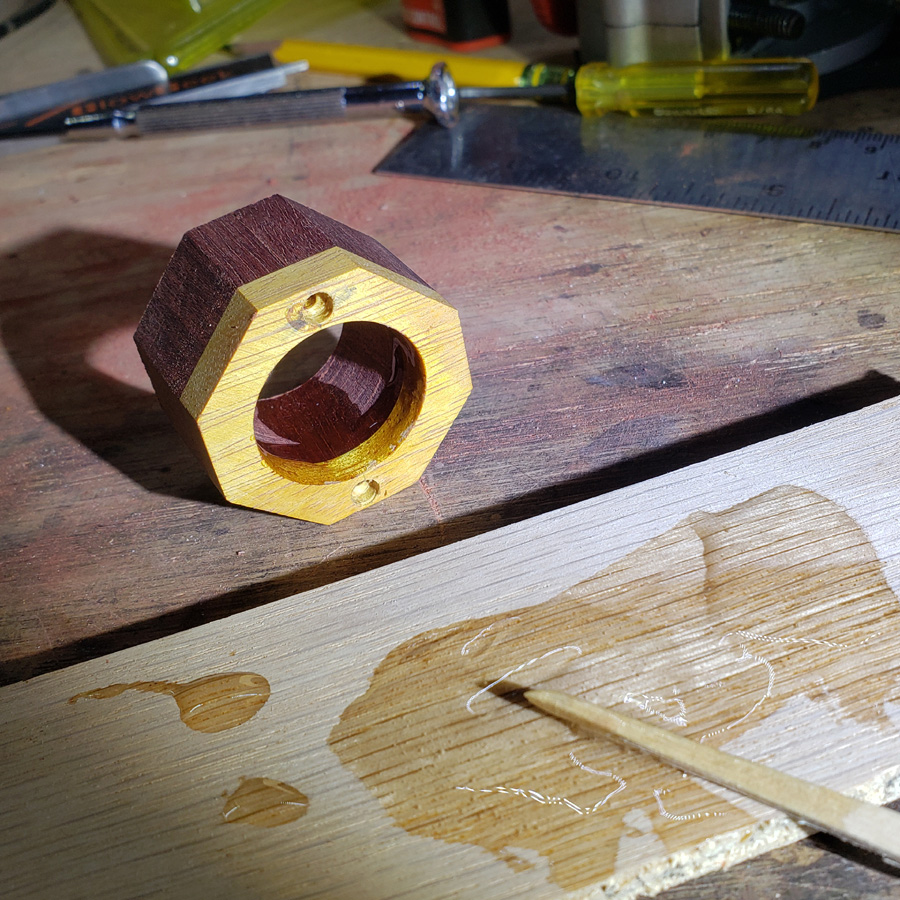
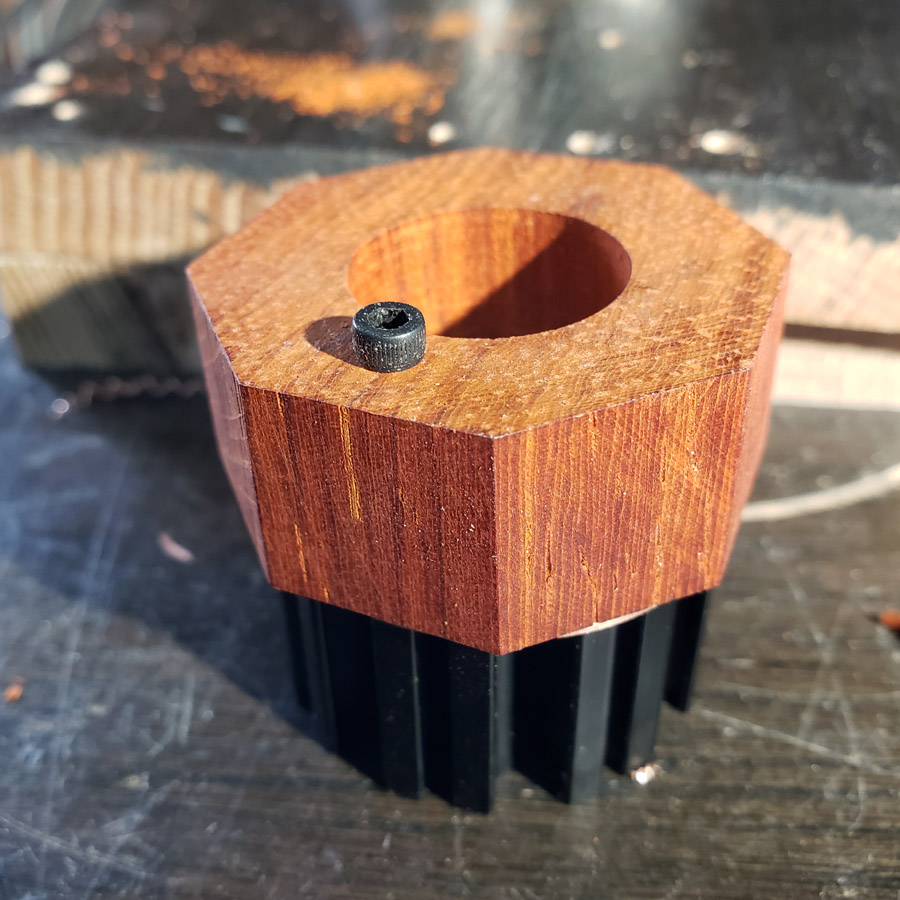
One hole drilled all the way through the padauk wood…

This is not the final screw, just a test. The screw fits through the wood and copper disc and threads into one of the 4-40 tapped holes previously shown.
I have to pause to go make dinner. This is also one of those dramatic pauses before we return and reveal the setback. Two actually; varying degrees of “setbackedness”. (probably not a real word ![]() )
)