I have lost track of how many in-process changes I have made on this project. The changes have not ceased yet, either as this update installment contains another.
Part of this was done last evening, part earlier today.
The next step is to make the tailcap. I had thought of making a longer body tube and cutting off a piece to use as the tailcap. That was not practical as my larger diamter boring bits are not long enough to bore a longer hole. Therefore, I need to make a cap that can be added on to the tailend. The picture below shows the body tube on the left and the glued up block of bloodwood with a osage orange cap. I drilled a 25mm diameter hole approximately 15mm deep in the capped end. The body tube is bored to 22mm. The longer piece of copper tube is approx 22mm OD and the short length is a coupler cutoff with an approx. OD of 25mm.

The copper pieces will act as an alignment tool

Here’s the body tube fitted over the copper and mounted to the face of the tailcap piece.

I pencil marked the outline of the hexagon shape. The black marker “T” is simply to indicate which side aligns with the body side screw.

Now I will take a few moments for some explanatory words.
When I make something of wood and want to be able to disassemble it at some point I often use wood screws. I believe this bloodwood is too brittle along the grain to use wood screws which tend to exert an expanding force when screwed into the somewhat thin sides of the wood body.
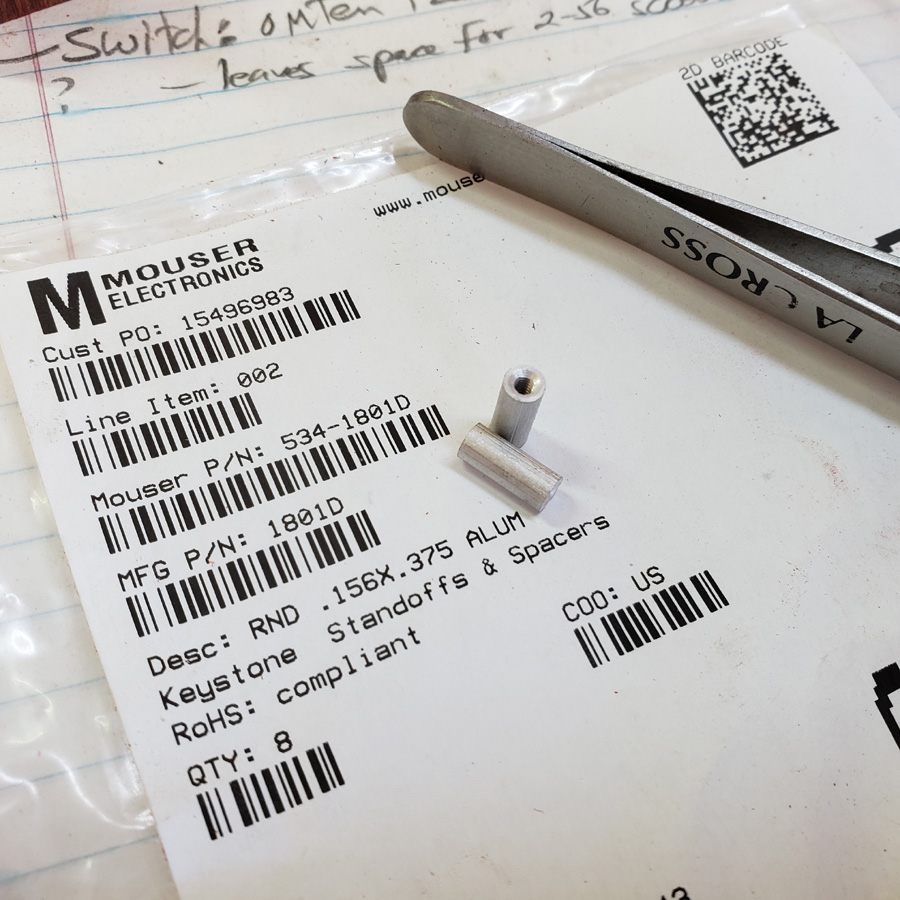
For an alternate method I have used threaded aluminum standoffs in past lights. These are internally threaded like the ones in the next picture. They are often used to mount pcb’s one on top of another. I drill a hole in the wood and epoxy the aluminum spacer/standoff into the hole. I had intended to use 2-56 threaded standoffs with an OD of 0.156”. However with the issues I have had thus far with the bloodwood I was concerned about drilling holes into the shell of the wood body tube.
Yet another idea came to mind yesterday. This bloodwood is very hard and dense. I wondered how it would work to drill and tap the wood with a machine screw thread. I hoped the tap would cut threds in the wood as it can in various metals. I also hoped that the density of the bllodwood was sufficient to hold threads.
I drilled and tapped into the end grain of a glued up scrap. The smaller screw is 2-56 and the larger is 4-40. I took my time slowly turning the tap allowing lots of reverse twists to clear the cutting debris. The 1/4” long screws tightened up nicely and the threads held pretty good. I did manage to strip out the 2-56 with a harder twist.

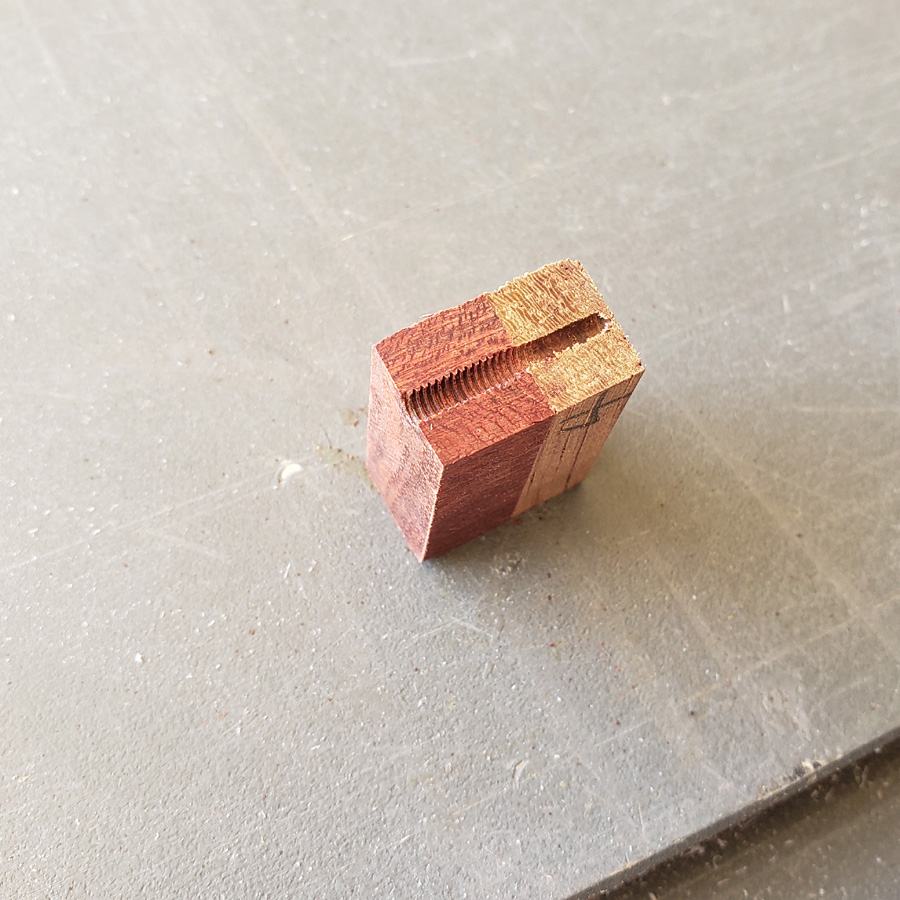
I sectioned the block at the 4-40 thread to see what it looked like…
I drilled and then tapped two holes in the tail end of the wood body.

I was rewarded with two threaded holes and the body did not split or crack.

This is an awkward way to mark holes in the body and cap but it was necessary as the tailcap was still only a rough cut hexagon, larger than the wood body. Dimensions were somewhat irregular with too much danger of making an error and drilling a hole not quite in the right place if I first drilled through the cap piece and then into the body shell. It seemed better to drill the body holes and being able to place them right where I wanted them.
Then I would use “pins” to transfer the position in the body to the yet to be completed tailcap. For that I needed “pins” so I cut short lengths of machine screw. Using a threaded standoff as a holder I then sanded, or ground, a point to one end. I found that using the side of the disc that was turning downwards the threaded piece would self rotate as it threaded itself into the standoff. I had to stop and re-extend the rod many times.

Eventually I had two pointed and threaded pins. These were threaded into the body and then using the same copper tube pieces inserted into the large diamter holes as I used previously as an alignment tool I pressed the pins into the tailcap piece and was able to make marks for the centers of the two holes that would be drilled in the tailcap.
Does that all make some sense? The important thing to me is that it worked. I apologize for this next image. I forgot to take a photograph of how the pin alignment helped me. I realized the error after I had sanded down the tailcap. So when viewing the next image imagine the tailcap is still oversize, as it appears inn the two images that follow this one….

The next two images show the rough, oversize tailcap bolted to the body tube with two 4-40 machine screws.


Then here is the sanded down tailcap and body unit…

Here is where I take a break. I’ll close for now with a photo of one of the wood curls in a drill bit. These are very hard to clear from the drill. They build up and if using a deft touch on the drill press quill I can feel resistance build up. I have to clear the bit every 1/4” or so. The wood debris/powder is packed into flutes of the bit so tightly I need to stop the drill motor and pick it out with the tip of an exacto blade.















