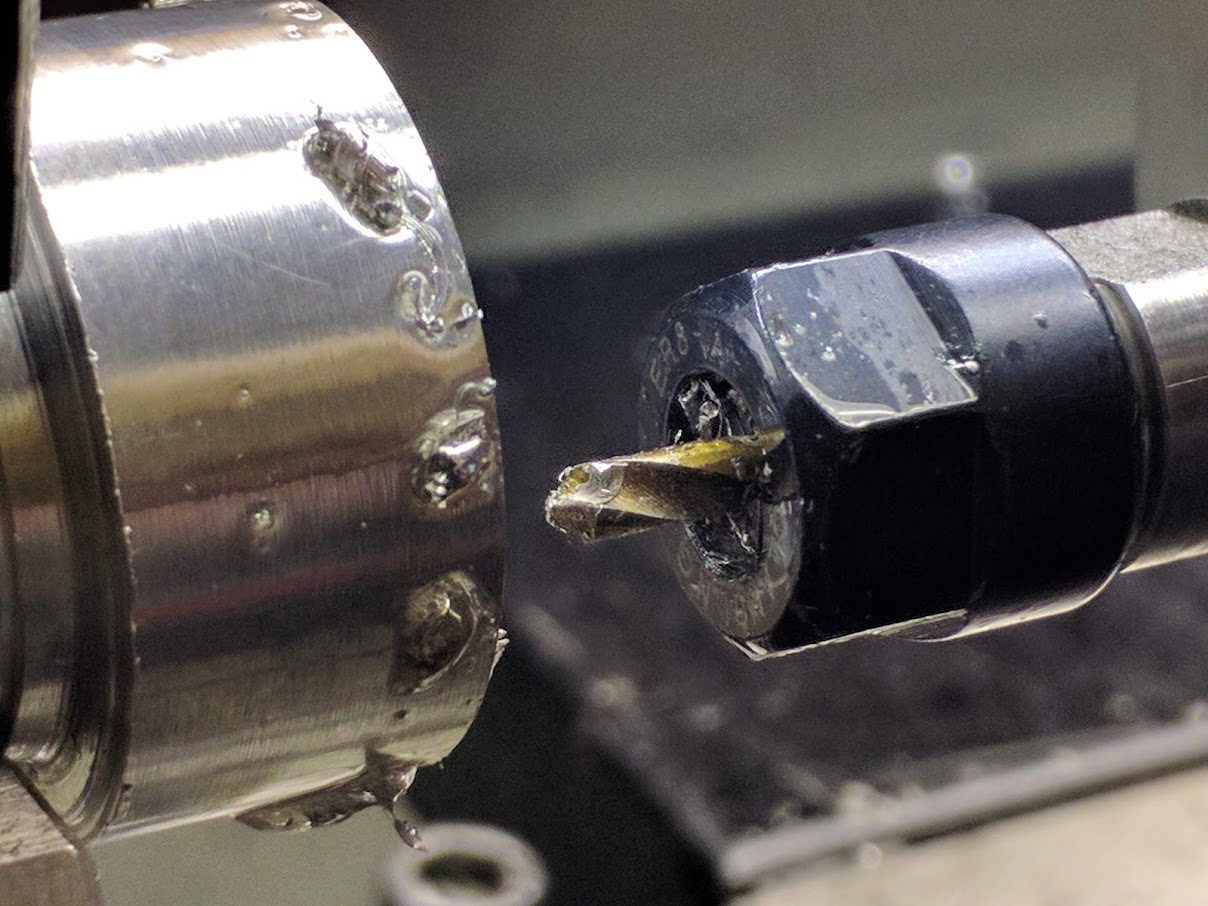
I wasn’t entirely happy with the spindle setup I did a couple of posts above as I could not swing the cross slide 90 degrees to face the chuck. It took a bit of head scratching but I came up with a method of mounting it to face the chuck. Them main problem was the base of the spindle motor was near flush with the top of the cross slide. I also thought if I mounted it on a quick change tool holder it could possibly have added flex. I’m pretty happy with the result. Of course, if I had space for a mill I probably wouldn’t be going through all this :person_facepalming:
In this last pic I could’ve made that groove with a regular lathe bit but wasn’t thinking at the time. What I ‘can’ do now is make that groove in segments.
.
.
.
.
Of course, to successfully use this now I need a radial indicator and chuck stop :person_facepalming:
What did you calibrate it with ? :laughing: Eyes…? …and how did you calculate…with the universal whiskey units - fingers? :laughing:
Of course, I could accurately split a diameter into thirds because of the chuck jaws but anything else would be measuring marking and holding it in position with my hand :disguised_face:
Yeh, I put an index wheel combined chuck stop back in post #78 on my previous lathe. I kinda liked how simple and easy that was.
Thanks for the link moderator007. I’m wondering if the smaller increments might be useful in the future….? If it were useful I think I might go with a wheel that has 360 instead of 2* 180
I got around to fitting the index wheel. I had a use for it so ‘had to get it done’.
I really needed to make a spindle lock as well but couldn’t come up with a suitable idea and I was impatient to get the job done so used this ingenious contraption.
The compound slide also needed some attention. The small bolts that lock down the compound angle were starting to strip the threads so I fitted some larger bolts. It took a bit of shaping of the bolt to get it into the t-slot. The pic below shows one old and one new bolt.
so I have been quiet for a bit,
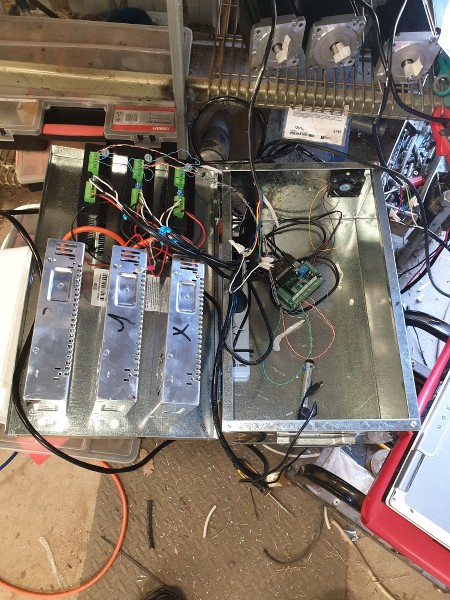
but decided to cnc the mill drill,still using the original screws
and very basic bracketry (work in progress)
power supply’s stepper drives ect
the old dell laptop from 2004 got a new lease of life with Linux cnc installed
updated the drive for the head with a belt reduction and fitted a gas strut to the other side
has improved “z” speed a bit (12”per minute)x and y are about 40”minute
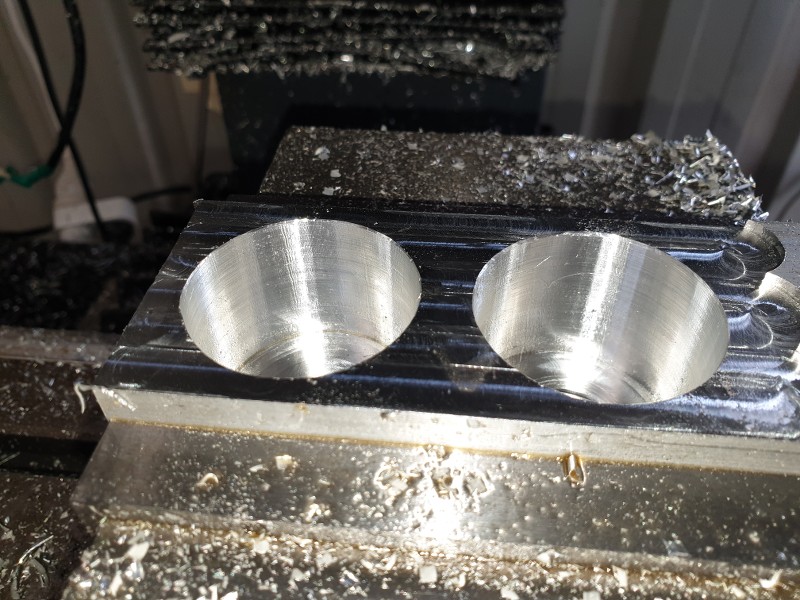
bored a couple of holes and did some facing using a10mm end mill.holes are .004”
elongated but accurate enough for most chores. Ball screws would improve it but would increase the cost
one thing it does do is make a mess (14 mm endmill boring plate for column mount)
been making a few signs for family ad friends more to learn the cad/cam/G-code. side of things,