As some button tops are much more expensive than flats, I spent some time training soldering blobs on dead cells and also tried to attach wires to them.
My method started with scratching the cell terminals with file to roughen up the surface. Afterwards I would dip the hot iron into rosin flux (Colophonia) and melt it on the battery pole to clean it. Then I would touch the battery pole with hot iron and add solder to it. The problem was that unless I heated the battery top really hard, the solder would just form nasty round balls that kept dancing around instead of sticking to the metal. The same experience I had when attaching wires, the solder would just flow “sideways” instead over the top of the wire I was trying to attach. Mind you that I was using a 100 watt gun type solder iron, so there was plenty of heat. I suspect my rosin flux is the reason for these mishaps, there was like zero capillary action when trying to drown the naked wires in the hot solder, it would just cling to the hot tip, instead of the wires or battery poles.
Which flux and solder do you have good experience with?
Æons ago, I got a small bottle of organic flux that looked like blue washer-fluid, and I never went back to rosin or any other kind of flux. You could solder a wire to wood with that stuff.
Terminals might have been coated with something solderable (eg, Zn) and “roughing it up” might have abraded it away and left raw steel exposed instead.
I’d get the biggest tip (pyramid or chisel, not pointed), and crank up the iron to its hottest. Wet the terminal and wire, melt some solder onto the tip ’til a small drop “dangles” from it (not much solder, just enough to look convex), then put the wire onto the terminal, smoosh the “drop” part of the tip on top of it and let the drop itself “wet” to the wire and terminal. As soon as you see it flow, remove the tip but keep the wire in-place (especially don’t jiggle it!).
The idea is to hit it hard and fast with as much heat as possible, JUST at the soldering site, and not for so long that the heat spreads out and wicks away from the site.
Kinda like searing a steak. You want to char the outside fast, but not so long that the whole steak cooks through.
Basically, you are soldering a CrNi steel (stainless) - as you have already observed that did not solder well with the SnPb solder…
It’s doable mostly by sticking the solder to porous material => scratching + rosin fluxes + fast soldering action. You are not soldering to the scratched material but instead sticking to it.
After that, you are soldering the pre-soldered wires to the solder stuck to the battery terminals.
The second way is “proper way” you have to use flux based on zinc chloride, ammonium chloride, and hydrochloric acid (pretty toxic and corrosive stuff) i.e.:
RubyFluid Stainless Steel / Superior no 71 / any flux stainless steel basically.
They corrode the steel surface covering it with the zinc salts that can be soldered.
I’m using polish AlumWeld Chrome; they don’t even bother to put MSDS on their website - so I think that anything intended for SS will do the job.
Get a chisel tip for the soldering iron. Heat up hot, put a drop of flux on the battery top, heat top of battery for a couple seconds and add solder. Nothing fancy, works for me every time
Try different fluxes. As is stated by others, an acid flux will give better results. Leave the organic stuff for PCBs.
The stained glass shops have some acid, liquid type fluxes. Stainless steel or aluminium soldering fluxes also exist - they’ll solder anything together (with the right solder).
I put flux on the battery top, put as much solder on a chisel tip as I can without it dripping off, and then press down on the top of the battery. If I don’t think there’s enough solder on it then I just repeat these steps. However repeating it makes the solder on the battery raise up non-uniformly (not a round blob) but it doesn’t seem to affect things other than being aesthetically unpleasing.
I used to solder a round piece of wire to the top while pressing down on the it with a wood popsicle stick while doing the steps listed above. The solder would flow around the wire and usually just a single application was enough. I stopped doing this because I didn’t notice any benefit in adding the wire (although it did look much better )
I haven’t soldered cells in years. When I made a few 2S4P packs from 18650’s several years back, I used regular old plumbers paste flux. Its pretty old now and think it is acid based. I dont even know if they make it anymore. I used a weller 250 watt soldering gun, my 30 watt soldering iron just was cutting it. The 250 watt gun has so much power it only takes a second for the solder to flow and bond. Hit it fast and hard to limit the cell from seeing to much heat.
I would try a different flux like something suggested above and if that doesn’t work for you then move on up to a more powerful gun. I have both a weller 100 watt version and the dual heat 250 watt version. There is a big difference when trying to solder something that has a lot of mass.
I went to specialized electronics store today. They sold me a liquid flux made mainly of ammonium chloride and zinc chloride. According to description it is almost for universal use, but not suitable for electronics. Here I assume they mean not suitable for PCB work etc. But for solder blobs and attaching cables to cell terminals it should probably work fine. Will test it later in the day.
Anyone who’s using acid-based flux, just make sure to rinse rinse rinse and then rinse some more, to make sure all traces of it are washed off whatever it is you’re soldering.
There’s a reason they go well out of their way to say “not for electronics”.
Later, you can use 90% IPA to dry it out, but it really shouldn’t be necessary. Just stick it under a fan to evaporate leftover water, eg, trapped under the shrinkwrap “ledge”.
I have been using aluminum flux for many years.
It works well on other metals.
It is important to use a very small amount. If larger amounts are used, the results are not as good.
I dip the tip of the needle into the flux drop and touch the soldered surface several times with the needle.
Then I melt the tin ball and briefly touch the surface. The tin spills over the surface and remains shiny.
The tin flux is only a 38% hydrofluoric acid solution.
Rinse the soldered place with IPA.
I’ve been using this procedure for over twenty years.
does your aluminium flux has any name or brand? I would check it out.
Today I spent some time playing with both rosin and acid fluxes. It seems the secret to successful solder blobs or attaching wires to cell terminals is in hitting the terminals really hard and fast to achieve nice tin spill. For this purpose I modified the U shaped soldering loop by bending it almost flat, so that there is maximum contact between the hot tip and battery terminal. It made significant difference. Results were good on both rosin and acid flux, I could not tear the blobs off even with pliers. I would say that the rosin flux is much more tolerant to excessive use, it can be simply washed with alcohol. When I used more than just a drop of the acid flux, it caused almost immediate corrosion upon boiling, around the newly formed blob.
In the Czech Republic, it is manufactured by Elchemco and can be purchased in electrical stores. According to the data sheet, it is the mentioned hydrofluoric acid at a concentration of 38%. The vial only states that it is a solder liquid for aluminum. I have to add that it is a very dangerous acid. Fortunately, we do not have such strict laws here and yet we belong to a very safe place. I do not know how the possession of such chemicals elsewhere is limited by law, but anyone can buy it here. 30ml costs $ 3.50. https://www.gme.cz/pajeci-kapalina-al-30ml
I have to repeat, less is more. The drop is too much. Just tap the soldered surface with a needle dipped in a drop. Then it works.
You really don’t want to mess around with hydrofluoric acid unless you have to. As most in this thread have observed, normal rosin flux works fine as long as you get the surface hot enough.
I use acid when I don’t want to heat up the battery.
I saw a man who lost his eye while soldering Ni-Cd.
The battery exploded.
I’m working at an eye clinic.
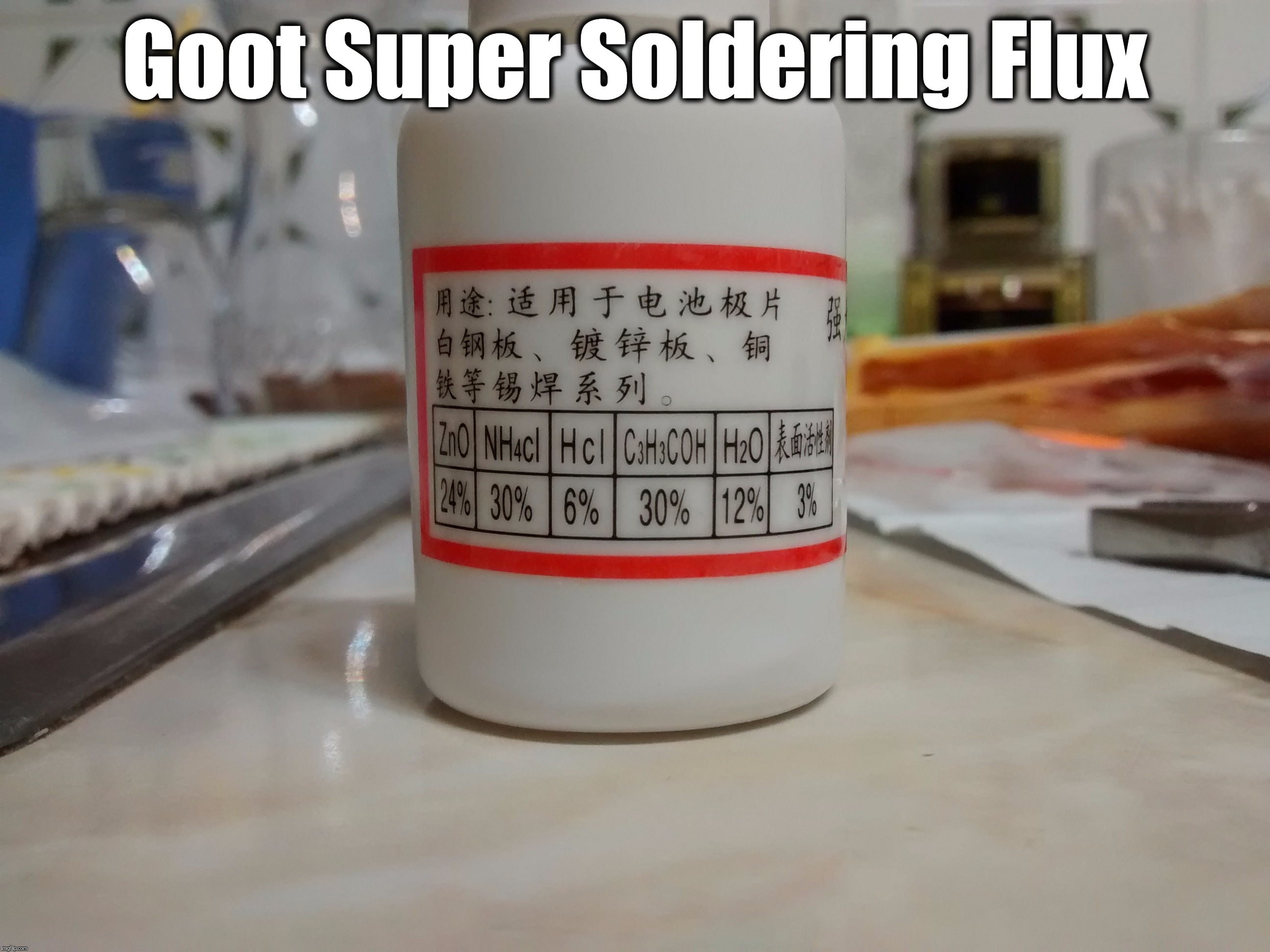
The above stuff is the same as the Goot Super Soldering Flux which was once for sale until it was discontinued (right picture). It makes soldering on steel and other stuff (not aluminum) super easy. It is caustic, thus some rust remnants may remain on cells even after cleaning it; but no big deal.
There's no need to put the finger on the flux, but leaving full drops and dipping in the hot iron will make the stuff splash around nearby stuff. Sometimes I do it that way for better wetting but beware where the stuff drops over.


")