I will post here, but nothing going on yet.
Subscribed ![]() I’ll be looking for your build
I’ll be looking for your build ![]()
I took a little time to get a start on this project this afternoon. I am starting this with some copper parts the light will be built around. I have most of the parts for what I have planned. A couple of things are somewhere between China and here, so this is a small leap of faith.
The images in this thread will all be clickable to open a larger version.
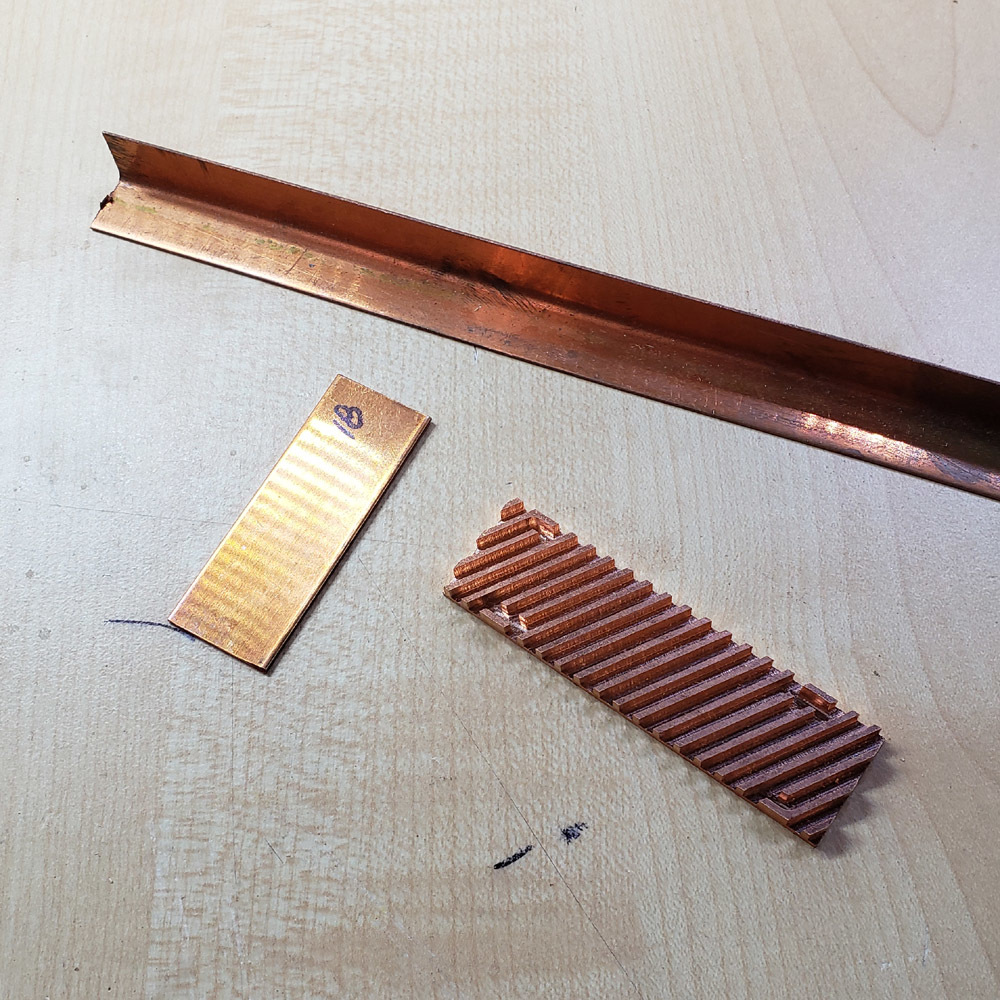
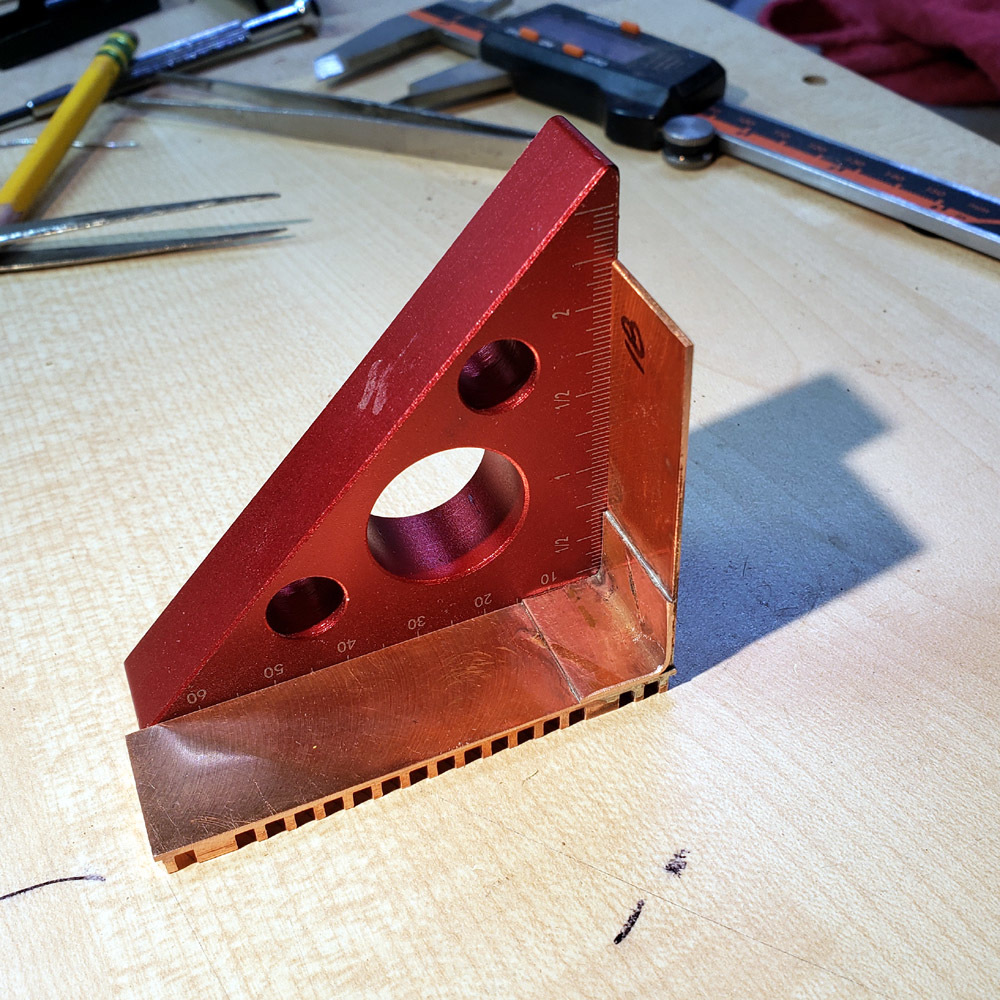
Uppermost is a piece of 1/2” x 1/2” 22 gauge copper angle that I purchased as scrap from a surplus store a year or so ago because it looked like something I could use someday. The lower left is a short strip of 18 gauge copper, 3/4” wide. Lastly is a copper heatsink, 20mm x 70mm x 4mm thick, that is sold as a cooler for an M.2 SSD. These shall be silver soldered together to form a right-angle shape.
Here they are with flux paste applied.

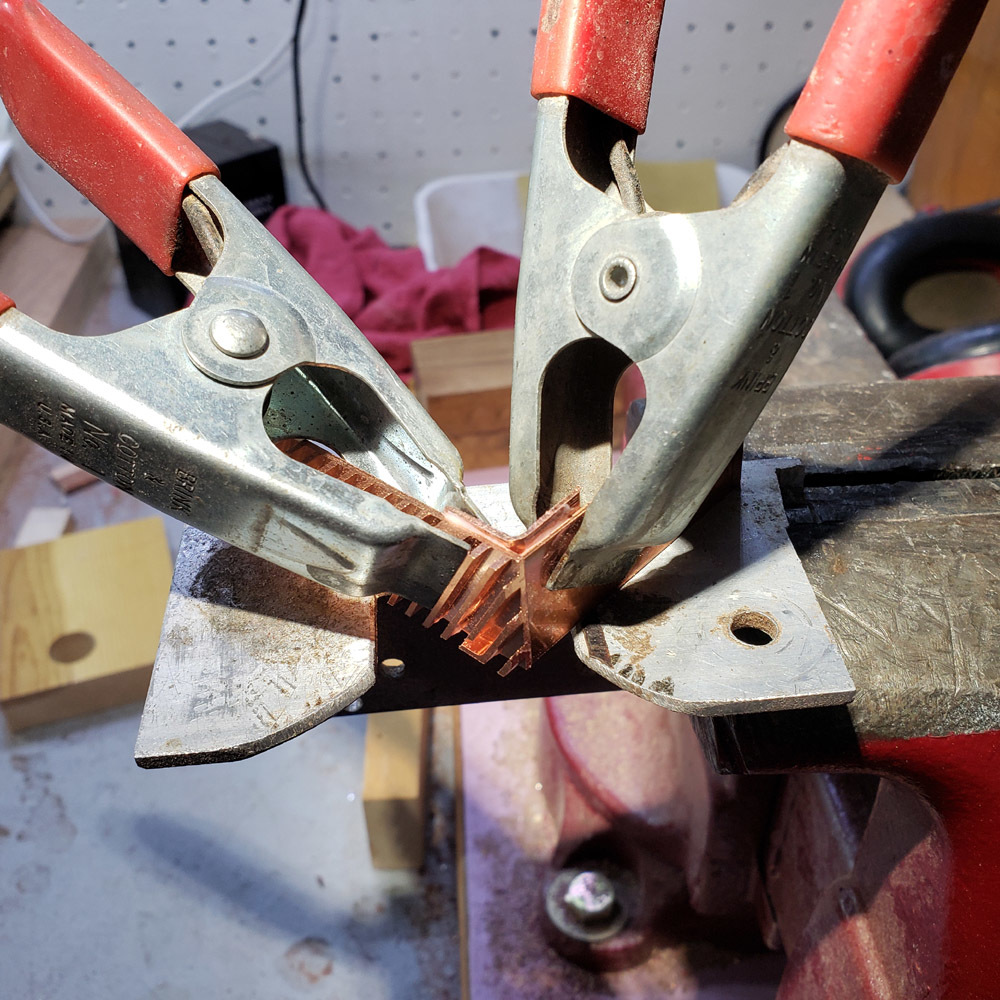
Clamped together before soldering.
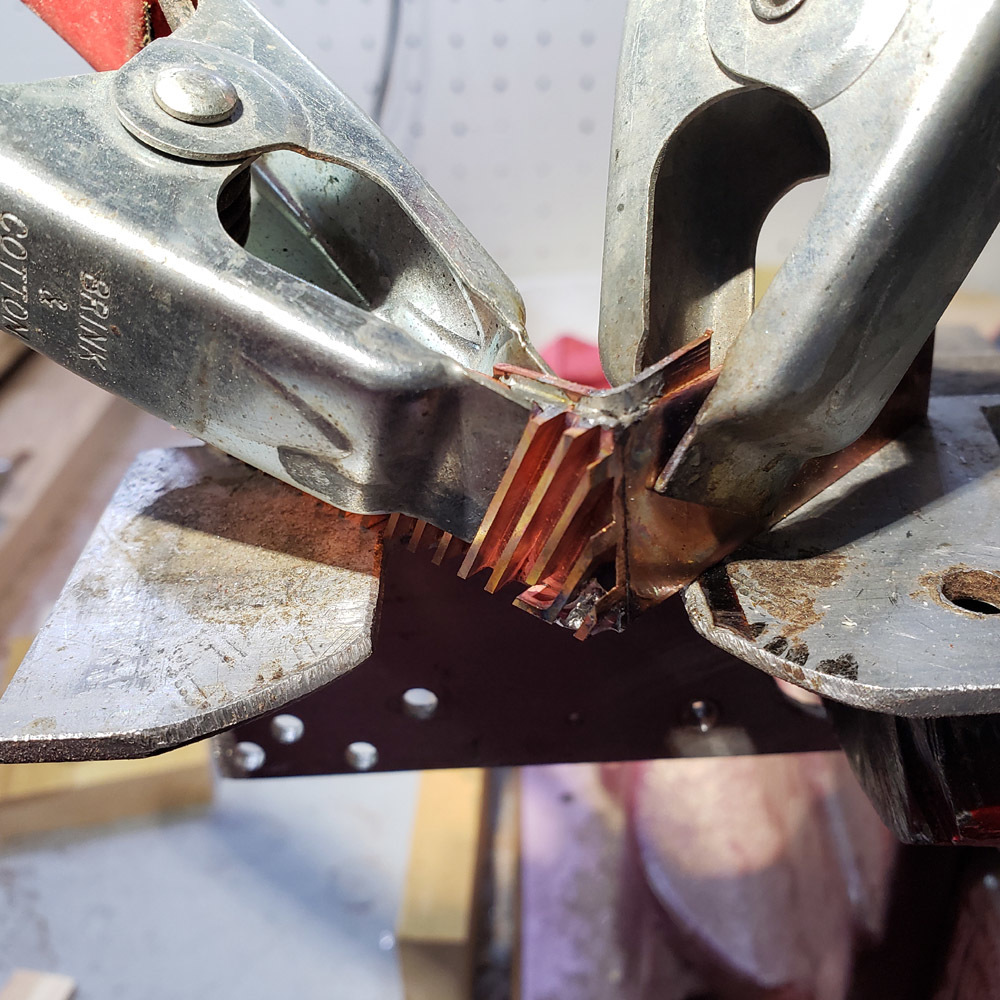
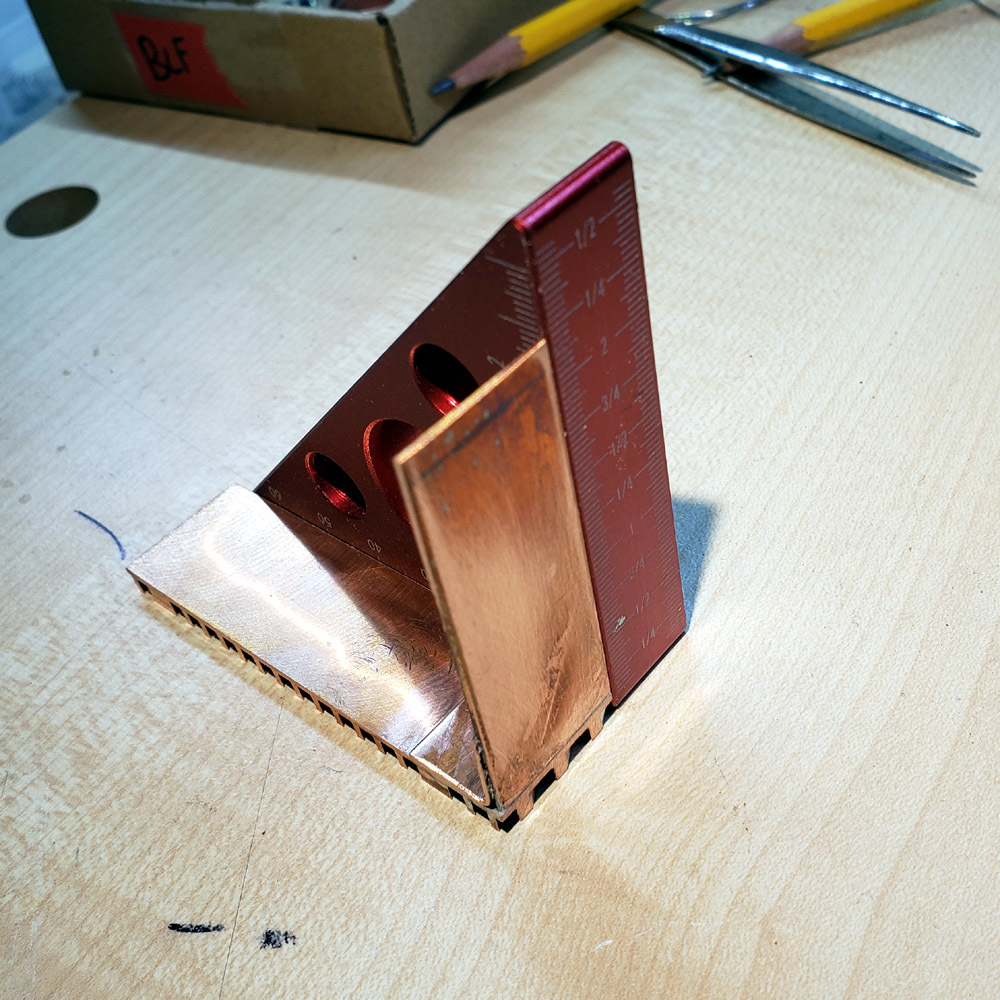
Still clamped and cooling after soldering with the butane torch.
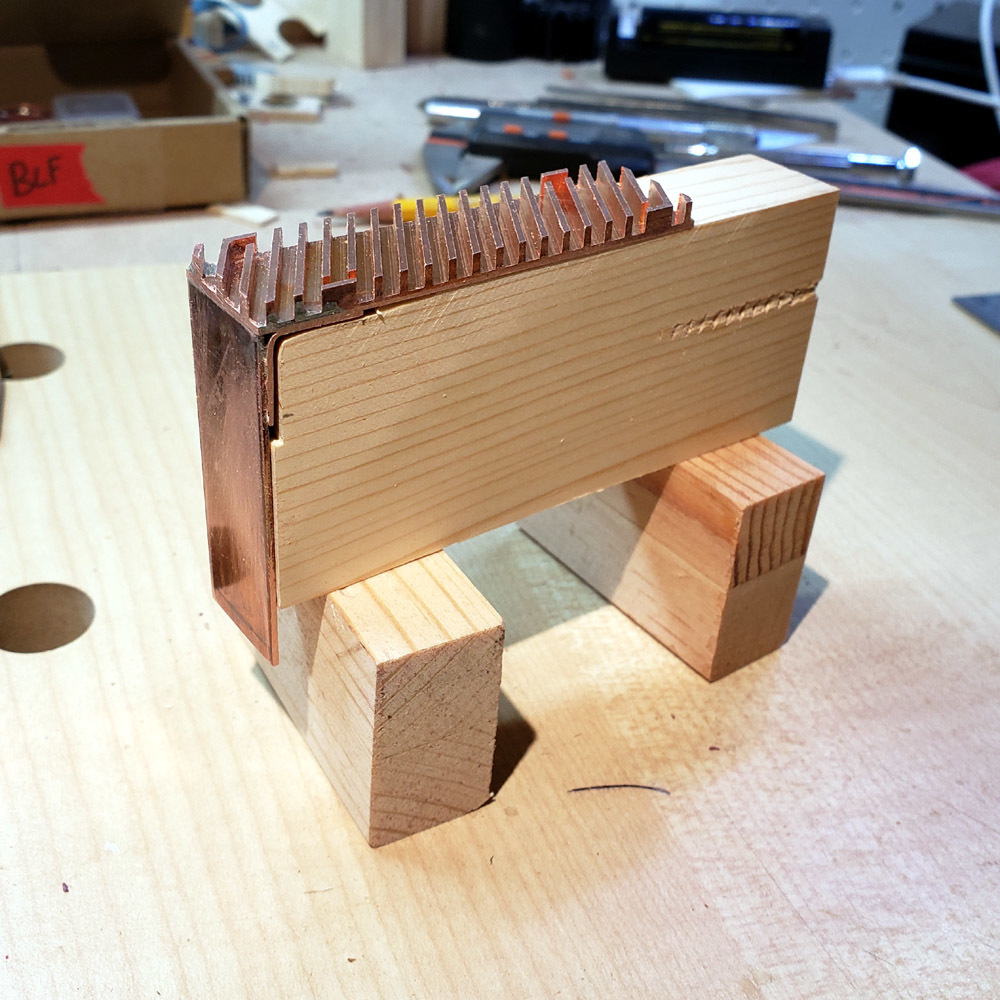
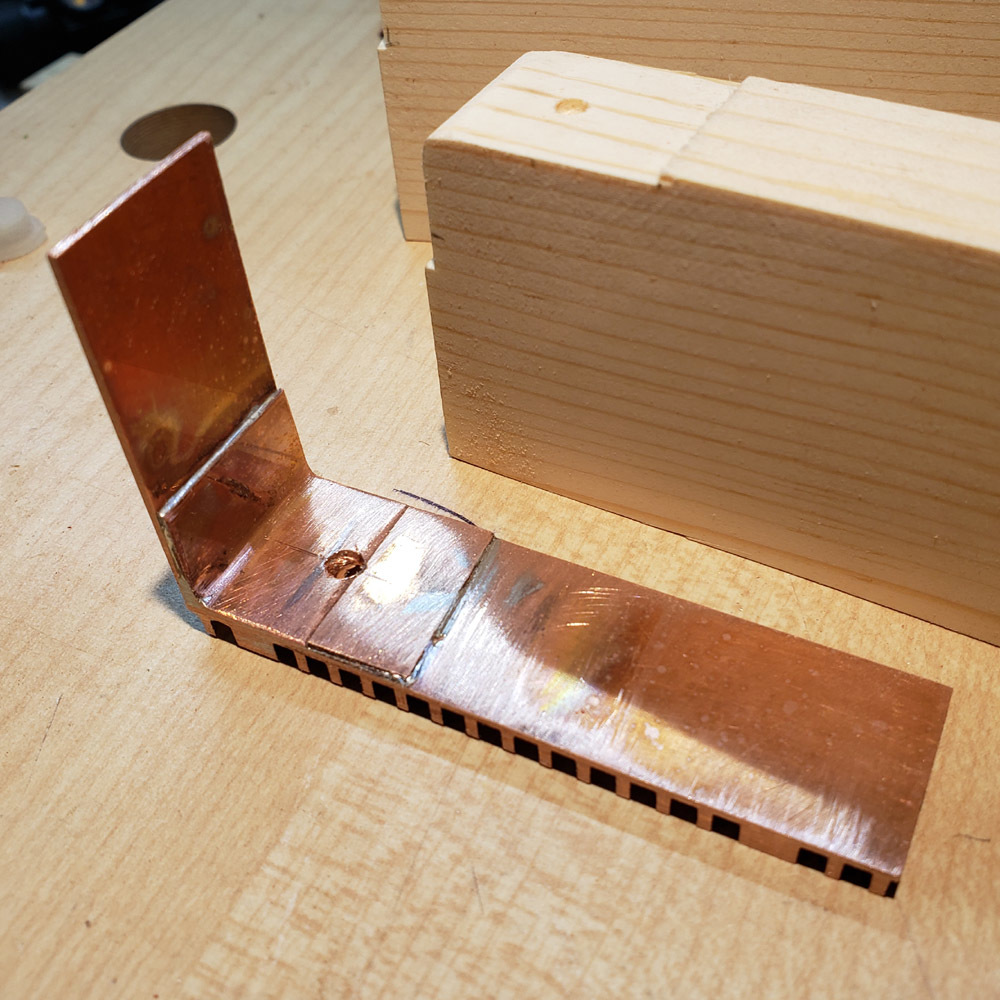
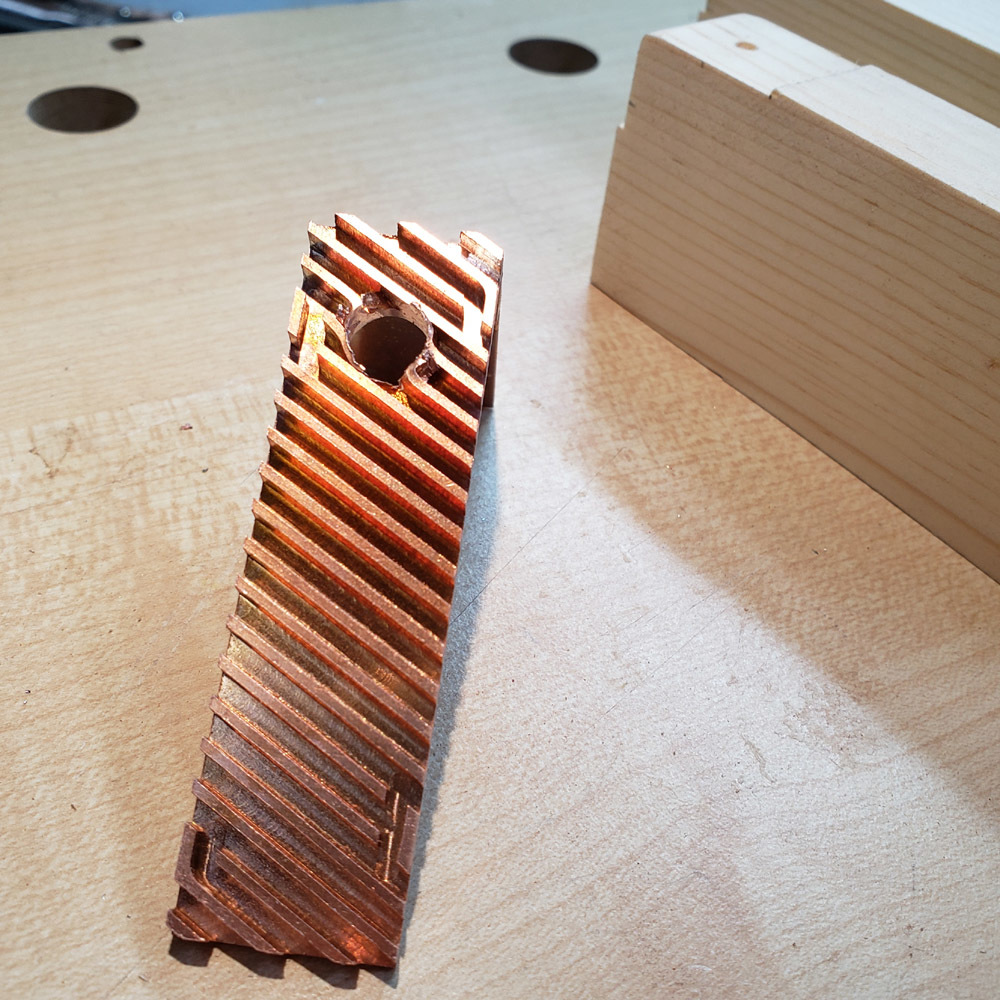
Here’s the assembly. The visible side has been sanded smooth. There was some solder drip to clear away.
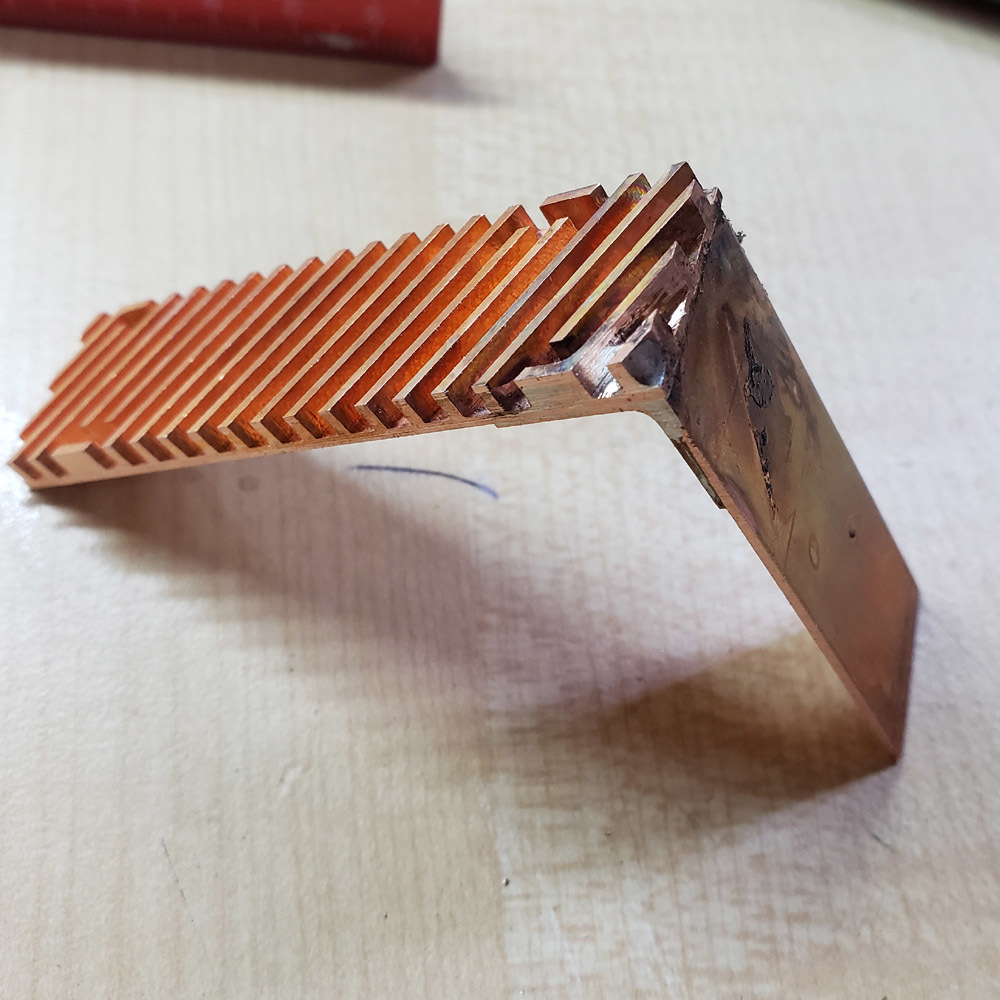
The other side where the extra length of the angle is visible. That was filed and sanded down.


Pretty much square as I wanted it.

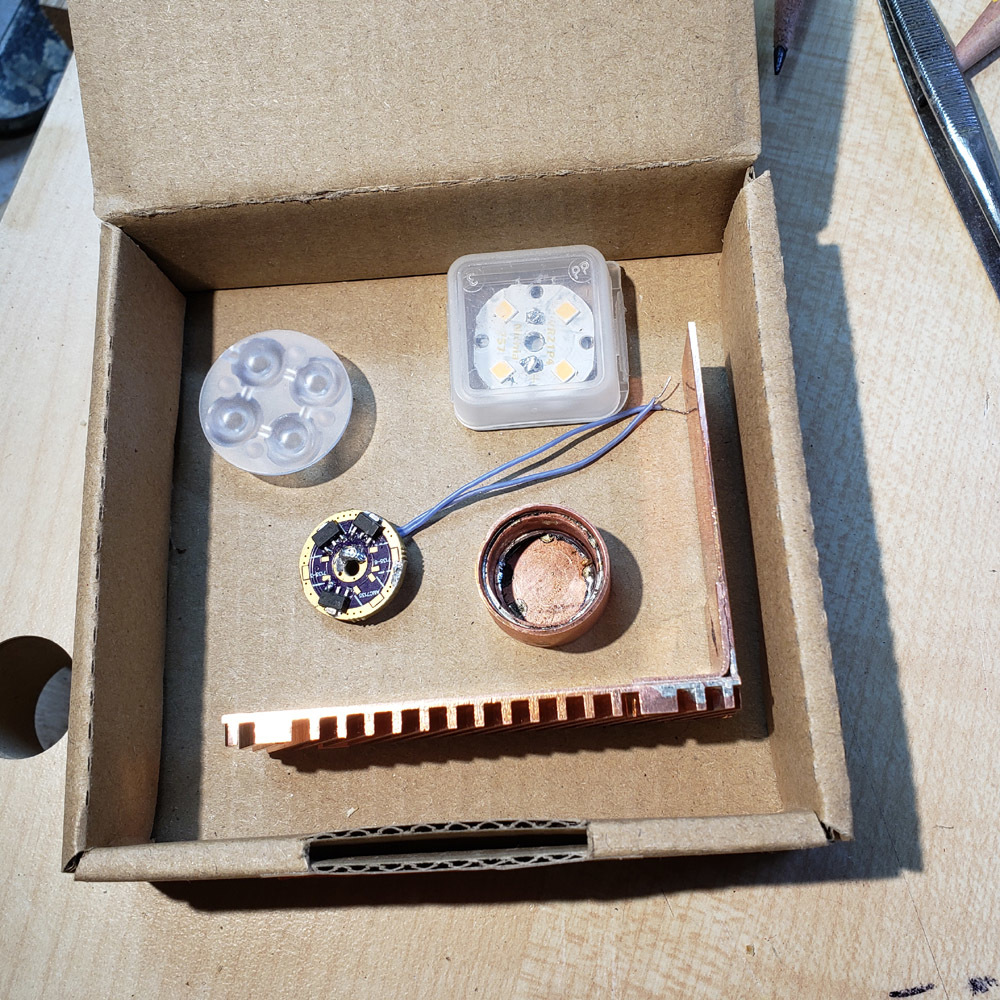
My plan includes the use of a quad Optisolis (4000K, CRI of Ra=98 and R9=93). A Carclo 10623 quad optic will be used. That is a frosted medium spot optic.

The copper heat sink is 20mm wide. The copper strip soldered to the angle is US sized at 3/4” wide which is about 1mm smaller than the heatsink. That is visible in the 8th image above, if one looks carefully. (sorry, that corner is slightly out of focus.)
The heatsink sets the width at 20mm. The mcpcb is 20mm across the flats.
The optic is 24mm in diameter. (measures at 23.92mm). The 20mm heatsink is an actual 19.89. So I will need to file or sand two parallel flats on the areas of the optic that exceed the width of the heatsink. That will be close to the edges of the actual lens portion of the optic. Hopefully that operation will go well and not harm the beam.
I will be using a 17mm Lexel driver, purchased a few years ago. This one has no FET; just 4 - 7135 regulators, three of them are 380 mA for a total current of 1.87 amps. That will provide up to 467 mA per led. For this light that should be plenty. The body will be wood; don’t want to set it on fire! ![]() The solder blobs are temporary remnants from testing. The blue wires are for the e-switch. I plan to reflash the firmware to Anduril 2. Preesntly it still has NarsilM. That is how long I have had this driver.
The solder blobs are temporary remnants from testing. The blue wires are for the e-switch. I plan to reflash the firmware to Anduril 2. Preesntly it still has NarsilM. That is how long I have had this driver.

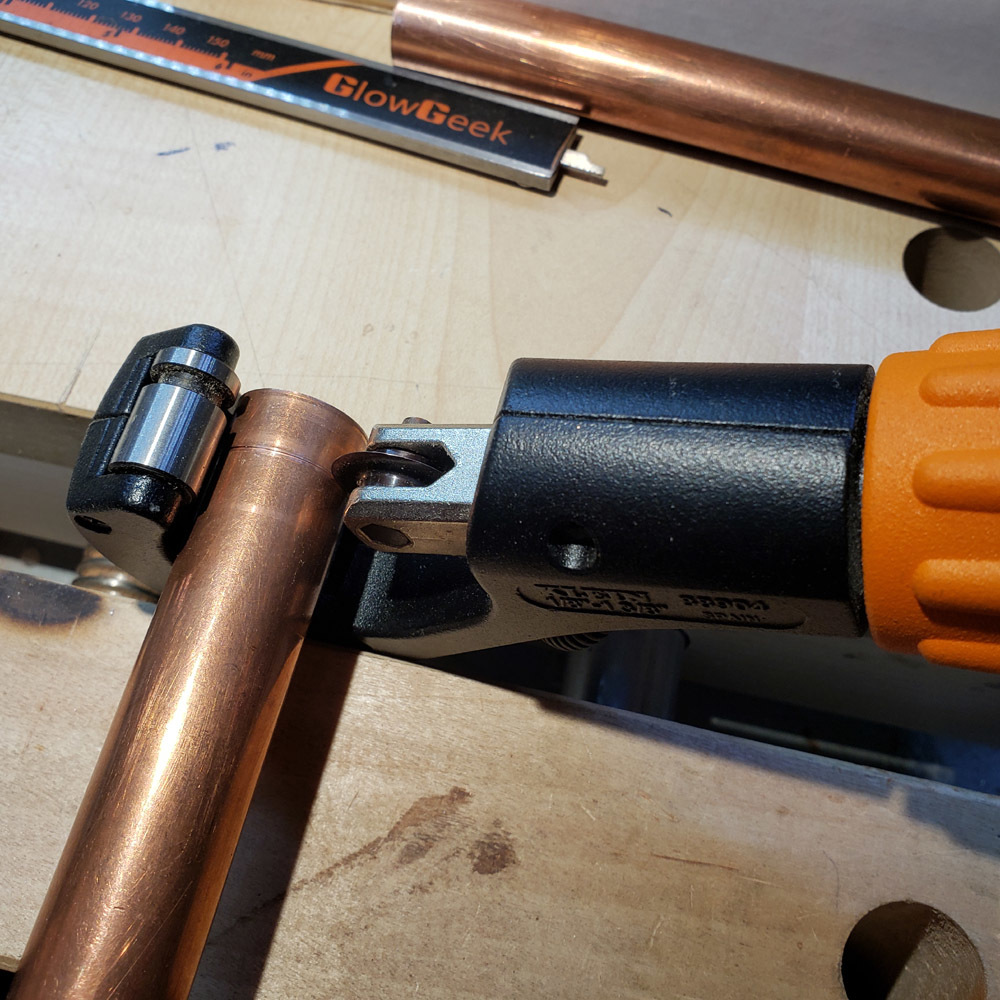
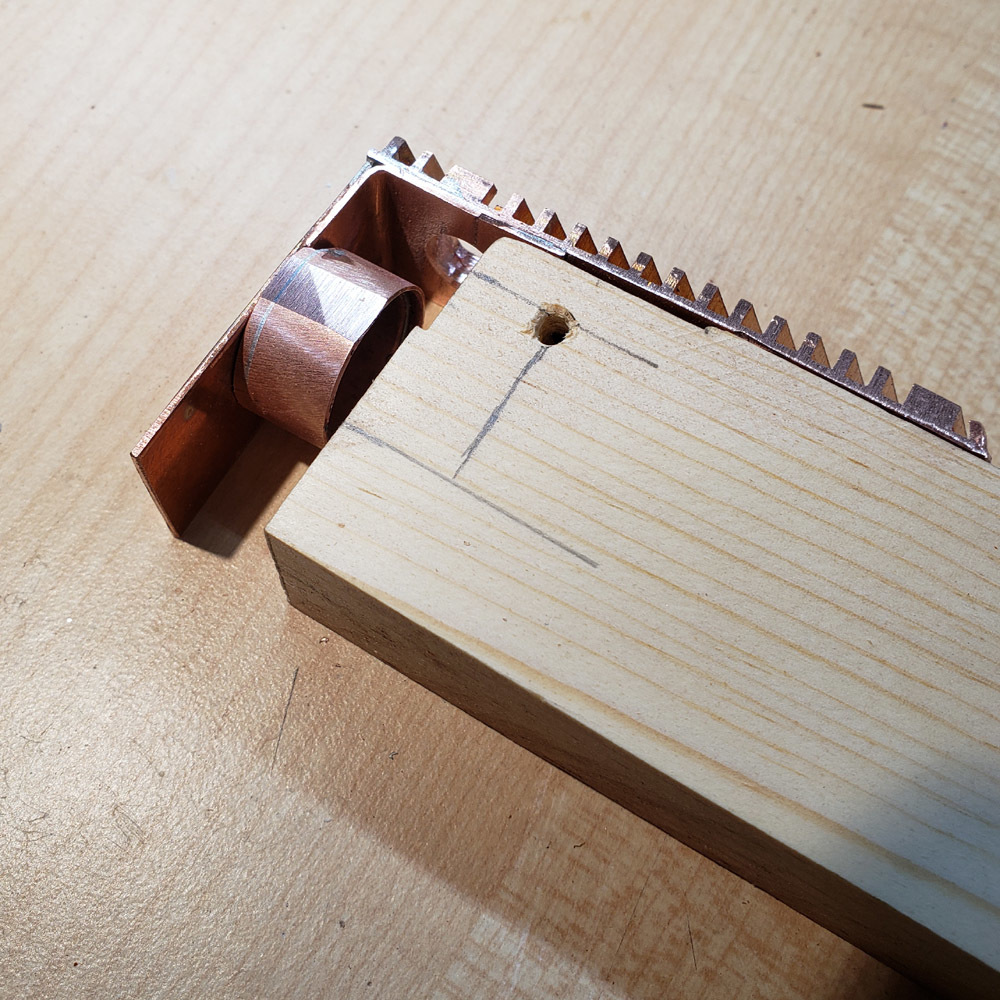
I need a mount for the driver. I am making one from copper tubing. I have a small collection of mm sized copper tubes. I am using a short piece of 20mm OD x 1mm wall with a shorter piece of 18mm x 1mm wall tube slipped inside the larger one.





That is all for today.
I could use some help with the Andurol 2 firmware. I know from past experience with Narsil that when the FET is not in place there needs to be a tweak, otherwise there is a dead spot where the firmware expects the FET to be supplying the current to the led. At least that was true with Narsil. Back a few years ago Lexel helped set up NarsilM to work without the FET. I am uncertain where that tweak is needed and what it entails.
Is there an Anduril 2 version for no FET? Where would I find it and what is the file name? Can anyone point me in the right direction for a ready-to-go hex file?
Thanks all.
Looking good, Don!
If no one else beats me to it, I’ll take a look about the firmware when I’m in front of my PC. Could you link me to which of Lexel’s drivers you’re using? I’m sure I could find it, but that would save me some time and guesswork.
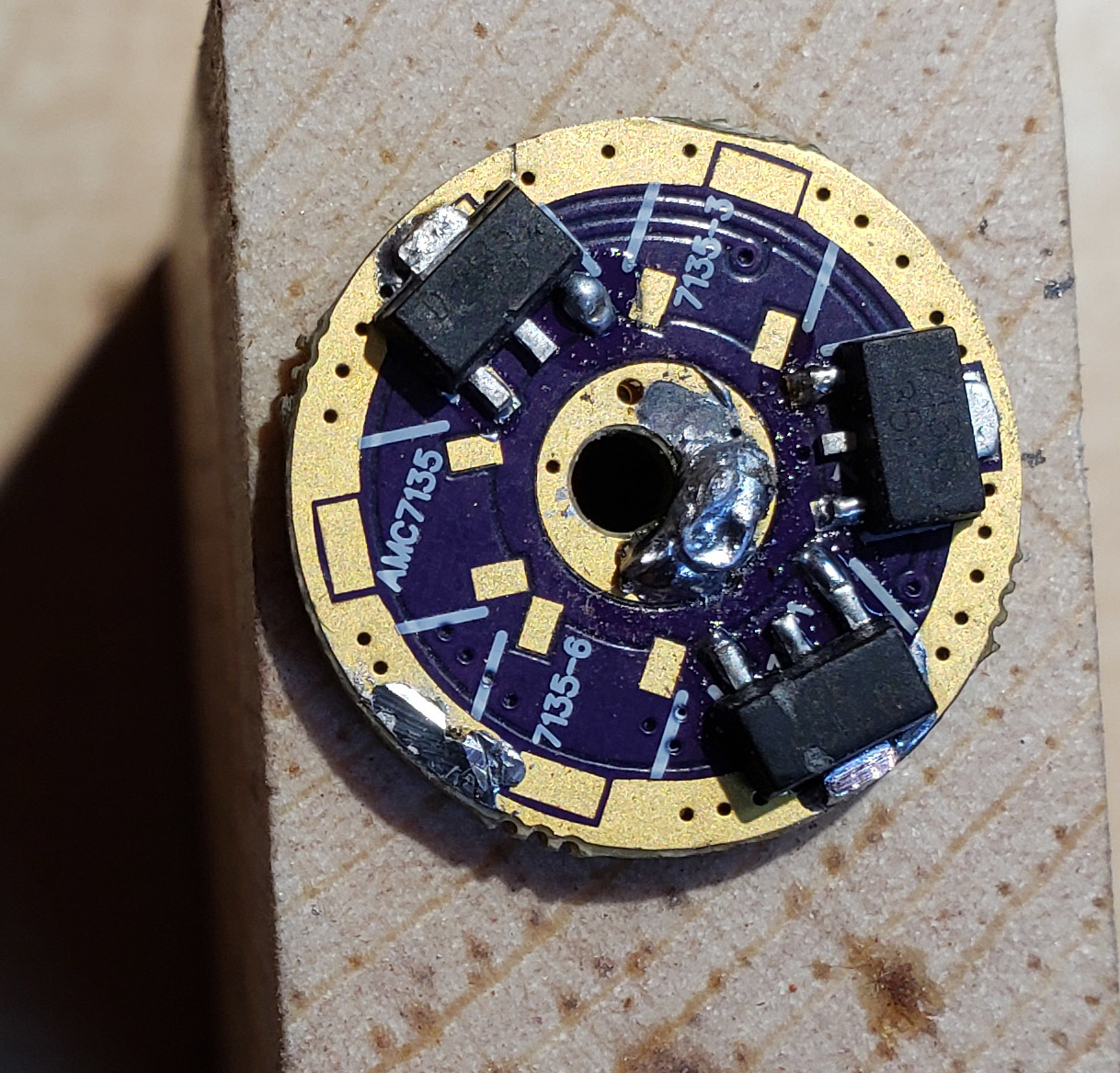
I bought it in October 2017 according to my records. All I know it came with Narsil on an attiny85 and no FET, just a single 7135. Here is a better image of the FET side. That is with a dark purple mask. I don’t know much about these other than it is an attiny 85 and in the past I have been able to copy the hex file from a Lexel driver and flash it to another driver with the same hardware setup. Thanks for whatever direction you can steer me.

I’m not super familiar with the Lexel / TA triple channel drivers, never had one myself. I’m pretty sure they stuck to a “standard” layout though which should be consistent with TA’s FET+6+1 driver from this thread. Based on what I see with your driver, it of course is lacking the FET and it looks like it’s set up for 3+1 7135’s (one chip on it’s own channel for low modes, the other 3 on another channel). One thing that has me curious is the solder job by the middle pin of the 7135 that’s on the same side as the t85. As long as that isn’t doing something strange with the hardware layout…
I think the closest pre-built firmware you’ll find is the FW3A-NoFET build. The FW3A was a FET+7+1 normally. The NoFET build resulted in a layout like yours, but with 8 total 7135’s. The only real difference would be that the top end is lower (3x 7135 instead of 7x), so it might look a little slower at the top end when ramping.
It looks like TK’s most recent pre-built hex files for Anduril2 are from 2021-08-31:
http://toykeeper.net/torches/fsm/anduril2/anduril.2021-08-31.fw3a-nofet.hex
It sounds like you’re experienced with backing up hex files from a driver and flashing them to another. Just to be on the safe side, it might not hurt to make sure you have that original hex file sitting around just in case you need to revert.
Thanks for the links and your insight.
Yes, I will make a backup copy of the firmware that is on this driver right now before I try out a replacement. That won’t be right away as I have just decided that cedar has dropped enough in price to make it more or less sensible to rebuild a section of fence before it gets too cold.
I’ll have to have a careful look at the driver out in the shop. One thing I do know is that on the other side of the driver there is no pad for the center terminal of any of the 7135’s to connect to.
I have no idea what that means. My knowledge of how these things works is limited; I copy others. I have swapped attiny chips, removed and installed 7135’s and fet’s and flashed firmware. What and how those things do the things they do is another matter all together.
That’s not a problem. That center pin is one continuous piece of metal with the grounding tab that sticks out the other side. It doesn’t have to be connected there as long as the tab on the other side is properly grounded (it is).

Earlier this afternoon I did a little more work on this project.
I silver soldered the two nested rings together and simultaneously soldered the pair to a piece of copper to cap one end. Why will become evident a little later.


Then it was filed and sanded round and the cap sanded to be smooth and flat.
That will have some holes drilled later. For now it will be set aside in the little box with other parts.
I verified the alignment and squareness of the soldered together copper heatsink and the other pieces.
The next stage involves making a wood block that will hold the 18650 cell in alignment with the driver, as well as provide a mount for the e-switch. The assembly with the heatsink and mcpcb, etc will be slipped inside a wood body.
Cutting with the table saw is difficult to photograph when one is both the sawyer and the photographer. Since I have managed to retain all my fingers and thumbs for 75 years I don’t want to lose one now. I took a picture of a slice being made with the saw static. ![]()

I look at this block to be a test block. I’ll probably have to do a second one after I figure out just how the idea in my head is going to be made real.
So far I cut the block to 19.95mm width. I cut slight notches and rounded one corner to fit inside the 90 degree angle formed by the heatsink and the 18 gauge copper strip.
The flaw in the block side is there because this piece of stck was a door at one time and there was a screw in there. No idea why, I don’t recall any reason for a screw there.Perhaps I used this piece for something else inbetween it being a door and me pulling it out of the scrap box today. The block is longer and taller than it needs to be. Also the flat copper strip is longer than it needs to be. It’s easier to cut off excess than to try and stretch something that is too short.
It is evident that the flat copper strip is 1mm narrower than the heatsink piece if one looks carefully. That will be hidden inside the light so is of no real concern.
There will now be a pause, an intermission, while I attend to some of life’s chores. .
You can also check for continuity with your DMM to verify the pinout on the t85 to be sure about the hex compatibility. The pin to test on the 7135s is the one on the ”51” side on the pic just above.
![]()
I decided that since the saw was still set to the 19.9something mm width I would cut another piece of pine in case I made an error and had to redo the inside block.
I also picked where the switch will be mounted and drilled a pilot hole in the copper heatsink at that spot. No picture of that drilling, but here is the result in the copper heatsink. Plus the new wood block with one corner rounded and notched as in the first trial piece.


I used the pilot hole in the copper heatsink to mark the switch position in the wood blocks.
Then the hole in the heatsink was bored larger to fit the silicone boot that will be used.
I de-burred the underside using a countersink bit.

Note that the position of the switch necessitated soldering a small piece of copper sheet adjacent to the angle piece that was used to join the heatsink to the flat copper strip. This was done to even out a large enough area for the switch boot to mount securely.
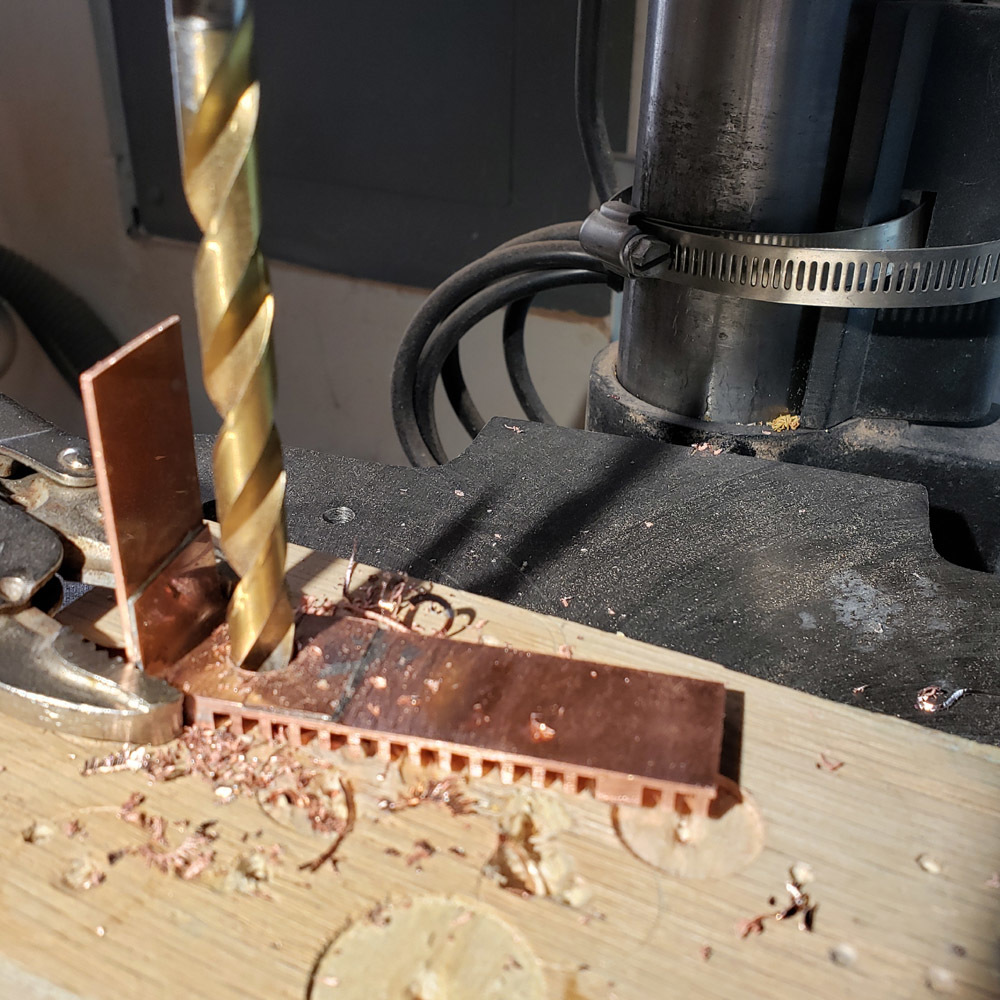
The finned side came out a little messy. I thought that would happen. However, I believe attempting to drill into the finned side would have been more damaging.
I clamped the block in the vice and secured the heatsink assembly to that with a clamp. Then I cleaned up the fins with a small file.


This is the momentary switch I am using. It is from mountainelectronics.com. Also pictured is the switch boot I will use. The assembly needs a spacer, a “nub” inserted under the boot and over the switch activator button. I cut a tiny piece of pine for the task.
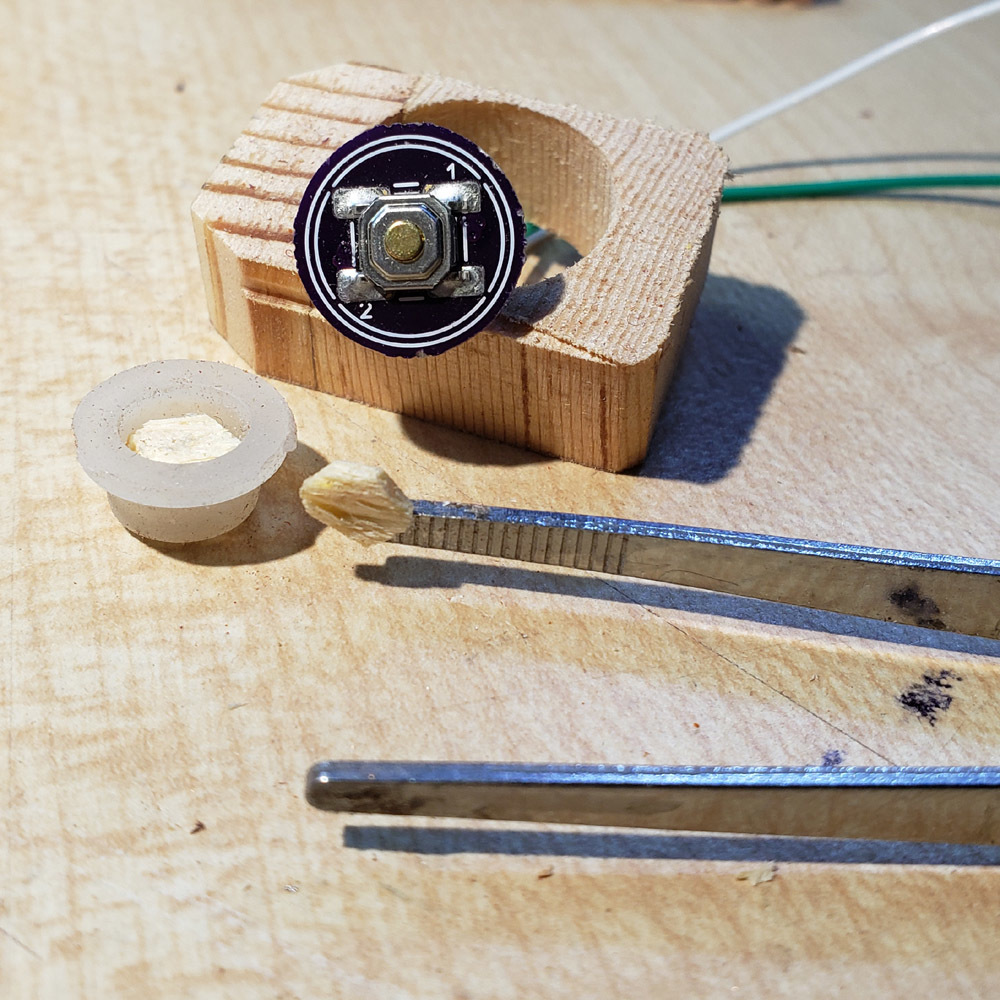
I drilled a 2mm deep recess in the top surface of the block to hold the switch ans boot. The switch and boot are held in place when the copper heatsink assembly is placed on top. The switch wires snake out through a side hole I drilled.

When depressed the switch could be heard clicking but I thought I would verify operation. One image showing an open circuit and then with the button depressed the circuit is completed.


More in the next post….
Next, it was time to determine where the driver mount would go. My final choice needed some filing to the copper cap that was soldered to the ring mount.

This is where that will be mounted.


I could solder the cap in place but I figured that carried a certain risk. The heat for that soldering could cause all the other soldered joints to fall apart. So holes were drilled. The holes in the ring mount cap were tapped 2-56.

The screwed in place driver mount with the assembly positioned against the wood block for a trial fit….

Marked for cutting out…
Test fitted to the notched front…

And with that I stopped work for the day. Next work session I will duplicate these steps in the “real” wood block.
Thanks for looking in.
I realized I had a “brain fart” and didn’t recognize it until just the other day. ![]()
The problem I did not foresee was the manner I had fashioned the woodblock and expected it to fit with the copper assembly I have fashioned. The design has the switch mounted on the top and protruding upwards. The driver mount was supposed to nestle into the front of the block . That is a fitment problem. I thought this over and came up with a few solutions. Some of the solutions create another issue as the first is resolved,
I have hit upon a method I believe will be satisfactory. I do need to fashion new woodblock parts though. Plus drill another hole through the finned area of the heatsink to accept a small diameter screw. That brings some head-scratching moments as well.
Anyhow, no more info or photos on this today. I just thought I’d mention the setback. Sometimes planning in ones head misses out on some important detail.
Looks fun so far, and great pics!
I don’t know if it’d be worth the expense to you, but you might consider some end mills for boring a hole in copper or weird objects like that sink. Would necessitate good work holding in a vise and assuming the chuck doesn’t have appreciable runout, everything is pretty well squared up, etc. I picked up this chinese carbide set and I’ll be darned they are excellent for everything I’ve been able to use them for while abusing my drill press. ![]() Quite sharp and well ground, true end cutting/plunge face, and have breezed through lots of different hardwoods, a few plastics and a little linen phenolic…some very light (and careful) use on 6061 as well, still sharp. This made it easy to “plane” a little chunk of sycamore I had for a project. But for boring that copper I think it would do well if you can keep things solidly held.
Quite sharp and well ground, true end cutting/plunge face, and have breezed through lots of different hardwoods, a few plastics and a little linen phenolic…some very light (and careful) use on 6061 as well, still sharp. This made it easy to “plane” a little chunk of sycamore I had for a project. But for boring that copper I think it would do well if you can keep things solidly held.
I’ll link to these because that’s what I bought but there are a few sellers of the same mills….and lots of other mills that are not that great, which includes just about all of the chinese HSS versions, most of which are not true end cutting mills and so would be unsuitable for plunging/drilling like this. You can get these on aliexpress a bit cheaper (or used to be able to) but then you risk not getting what you thought the photos showed…so. They may have some individual sizes on amazon as well (definitely do on ali).
https://www.amazon.com/gp/product/B07TWTZRQZ/
The more machinist-worthy cheaper import mills are considerably more expensive usually, individually. Anyway, just a thought.
Those look like a good idea. I would have to get a good solid vice with an system to clamp to the table. The spindle and chuck are very good and I have the table pretty well squared up. I should look at those more closely. Thanks for the input.
I have started on the task using the tools I have on Hand. I also have another finned heatsink if I mess up or want to try again with better tools.
Some kid would probably pay you $30 for those heatsinks!! ![]()
I’m going to have to go snoop around and see if there is a preferred drill geometry for copper. I’ve only drilled tubing a few times…sure can be grabby but not as bad/disastrous as lead.
Well, I took a step backwards. The monobloc cell carrier and switch mount design was a problem as I previously explained. So, now there will be a two piece block. A small piece for the switch mounting and a larger piece for the cell. I also changed the cell that will be used. I will explain as I go along.
First, the switch mount change. I made switched from softwood (pine) to a hard maple hardwood. I cut and routed two pieces with slightly different total thickness to see what would work best.

The change to a two piece block means a different method must be used to hold all the pieces together. That begins with the need to drill a hole in the copper heatsink plate, for a machine screw. The spacing of the fins required removing a part of a couple of fins.
Here’s where the hole is positioned. A 2-56 machine screw is to be used. This is the smallest size screw I like to work with. The head of even the smallest style screw head is too large to fit between fins. I did not want the screw head to protrude above the upper surface of the heatsink.


I used a Dremel tool and a steel cutter bit. The heatsink was securely clamped in the bench vice. I hand held the Dremel tool, quite firmly and with both elbows braced and supported on the bench. With a certain amount of trepidation I removed copper a fraction of a millimeter at a time. Mostly it went pretty good, though the recess ended up larger than intended due to a slip or two.


The hard maple switch mount plate was next. One of the strips I cut and routed was ripped to a narrower size; the same width as the heatsink. The front end rounded to fit the curve at the front end.

The next picture shows the switch test fitted and then the driver mount fitted/screwed into its place.

The driver was test fitted as well.

More coming in a few minutes